Our team is highly trained and experienced in servicing and producing all types of steel supplies. Need help or have a question?
sales@abrasionresistantpipe.com
Tel.: +8621-3378-0199
Our team is highly trained and experienced in servicing and producing all types of steel supplies. Need help or have a question?
sales@abrasionresistantpipe.com
Tel.: +8621-3378-0199

The mill adopts continuous axis contorting J-C-O(J-ing, C-ing and O-ing)process with characteristics of high forming accuracy and efficiency as well as balanced distribution of forming stress.
The mill adopts continuous axis contorting J-C-O(J-ing, C-ing and O-ing)process with characteristics of high forming accuracy and efficiency as well as balanced distribution of forming stress.
Because it is a progressive multi-pass pressing, it must address the following questions: how to determine the die shape, the upper die and lower die stroke distance, and how much press pass in order to ensure the most appropriate bend radius and the best opening round hair tube.
But these issues with the steel plate, steel plants of different mechanical properties of concrete, pipe size (diameter and wall thickness), which in turn is very complex. Currently mainly by “trial and error”, that is, whenever replacement or new steel specifications, we take a certain number of sample pressure test, worked out the right amount of punch. Trial and error method is more reliable, but the efficiency is relatively low.
Specifications
We are able to provide customers with quality products and perfect service.

Material retesting → vacuum hanging → board probe → flap → planing curl before demi plate (J molding) on the board edge → loose → enter demi steel plate (C molding) demi steel plate → curl → loose out → bend → pre-welded → welding cited the (quenching) arc board → welding → Qing root weld → mechanical repair end to cited hydrostatic test (put out) arc the board → ultrasonic inspection → mechanical expanding → tube ends of ultrasonic testing ring the stratification test to the UT → X-ray inspection → Magnetic particle inspection of the finished product inspection → weighing and measuring the length → outer anticorrosion → internal corrosion → mark → delivery.
The JCOE manufacturing technology is a welded pipe forming process developed in the 1990s, during the molding process, it is the first steel plate edge milling preflex by longitudinal edges (or planing), and then type J → C → O the order of the type of molding, in each step stamping expressed in three-point bending as the basic principle. Pass progressive molding, it is necessary to solve the following problem: how to determine the shape of the mold, the upper die stroke mode spacing, and how many times in order to ensure optimum bending radius stamping out the best opening gross round tube. These problems with the steel plate material, the specific mechanical properties of the steel production plant, pipe size (diameter and thickness), which makes it very complicated. Mainly by “trial and error” that whenever the replacement of new specifications or new steel grades, he took a certain number of sample pressure test, worked out the right amount of stamping.
The trial and error method is more reliable, but the efficiency is relatively low. More process parameters, only through trial and error trouble. In order to obtain a mature technology, and even take months of trial and error process. The shape and spacing of the fixed lower mold and the trial and error process is often used only explore the punch stroke, so that the results obtained may not be optimal, not fully the capacity of the unit. So it is necessary to systematically study forming factors create a theory or formula, with the trial-and-error experience to develop the molding process, thereby eliminating the need or less need to experiment to reduce the cost and time of trial, and improve production efficiency.

JCOE manufacturing technology is developed in the 1990s as a pipe forming process, the process of molding process is the first major steel mill edge (or planing) after pre-bending by longitudinal side, and then type → J-→ C O-order molding, stamping each step are the basic principles of three-point bending.
JCOE manufacturing technology is developed in the 1990s as a pipe forming process, the process of molding process is the first major steel mill edge (or planing) after pre-bending by longitudinal side, and then type → J-→ C O-order molding, stamping each step are the basic principles of three-point bending. Because it is a progressive multi-pass pressing, it must address the following questions: how to determine the die shape, the upper die and lower die stroke distance, and how much press pass in order to ensure the most appropriate bend radius and the best opening round hair tube. But these issues with the steel plate, steel plants of different mechanical properties of concrete, pipe size (diameter and wall thickness), which in turn is very complex. Currently mainly by “trial and error”, that is, whenever replacement or new steel specifications, we take a certain number of sample pressure test, worked out the right amount of punch. Trial and error method is more reliable, but the efficiency is relatively low.
As more process parameters, only through trial and error method is quite cumbersome. In order to obtain a mature technology, and even a few months of trial and error process. And trial and error process is often a fixed shape and spacing of the die, only to explore the punch stroke, so the results obtained may not be optimal, there is no full unit capacity. System so it is necessary to study the factors affecting the shape, or even to establish a theoretical formula, developed with the experience of trial and error molding process, eliminating the need or less need to test, trial costs and reduce time and increase productivity.
The mill adopts continuous axis contorting J-C-O(J-ing, C-ing and O-ing)process with characteristics of high forming accuracy and efficiency as well as balanced distribution of forming stress.
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Electric-Resistance-Welded Steel Pipes | ASTM A135 | 42.2-114.3 x 2.11-2.63 | A |
| Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubes | ASTM A178 | 42.2-114.3 x 2.11-2.63 | A, C,D |
| ERW and Hot-dip Galvanized Steel Pipes | ASTM A53 | 21.3-273 x 2.11-12.7 | A, B |
| Pipes for Piling Usage | ASTM A252 | 219.1-508 x 3.6-12.7 | Gr2, Gr3 |
| Tubes for General Structural Purpose | ASTM A500 | 21.3-273 x 2.11-12.7 | Carbon Steel |
| Square Pipes for General Structural Purpose | ASTM A500 | 25 x 25-160 x 160 x 1.2-8.0 | Carbon Steel |
| Mechanical tubing | ASTM A513 | 21.3-273 x 2.11-12.7 | carbon and alloy steel |
| Screwed and Socketed Steel Tubes | BS 1387 | 21.4-113.9 x 2-3.6 | Carbon Steel |
| Scaffolding Pipes | EN 39 | 48.3 x 3.2-4 | Carbon Steel |
| Carbon Steel Tubes for General Structure Purpose | JIS G3444 | 21.7-216.3 x 2.0-6.0 | Carbon Steel |
| Carbon Steel Tubes for Machine Structure Purpose | JIS G3445 | 15-76 x 0.7-3.0 | STKM11A, STKM13A |
| Carbon Steel Pipes for Ordinary Piping | JIS G3452 | 21.9-216.3 x 2.8-5.8 | Carbon Steel |
| Carbon Steel Pipes for Pressure Service | JIS G3454 | 21.7-216.3 x 2.8-7.1 | Carbon Steel |
| Carbon Steel Rigid Steel Conduits | JIS G8305 | 21-113.4 x 1.2-3.5 | G16-G104, C19-C75, E19-E75 |
| Carbon Steel Rectangular Pipes for General Structure | JIS G3466 | 16 x 16-150 x 150 x 0.7-6 | Carbon Steel |
Pipeline coating is the most consistent and successful solution for protecting ERW pipes from corrosion, from moisture, other harmful chemicals.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
Therefore pipe anti-corrosion layer is an important barrier to prevent soil erosion. A well-known foreign scholar put forward” 3PE france protective layer”, so far, anti-corrosion methods is widely used.
Coated pipes offer high resistance to corrosion on pipes and provide many benefits such as:
1. Increased Flow Capacity – A coating on pipes helps provide a smoother surface thus improving gas and liquid flow within pipes.
2. Reduced Cost – The pipeline coating increases the pipes durability so they can be deployed with minimum maintenance cost even in the harshest environments.
3. Lower energy usage – Various studies have shown that pipelines that are internally coated use less energy for pumping and compression of products through pipes. This helps in increased saving over time.
4. Clean delivery of products – The inhibitors used for the protection products can also be minimized by the use of coated pipes for delivery of products.
Thus, coating of pipelines can help you in reducing your maintenance cost and at the same time providing a corrosion free reliable protection.
The basic principles of urban gas pipeline coating selection:
2.1.External Coating
2.1.1 External Epoxy Coating
2.1.2 Polyethylene Coating
2.1.3 Polypropylene Coating
2.1.4 Polyurethane Coating
2.1.5 Polyolefin Coating
2.1.6 Tape Coating
2.1.7 Bitumen Coating
2.1.8 Coal-Tar Enamel Coating
2.1.9 Concrete Weighted Coating
5:External concrete coating.
2.1.10 Marine Coating
2.1.11 Other specification
2.2. Lining
2.2.1 Epoxy Lining
2.2.2 Bitumen Lining
2.2.3 Cement Mortar Lining
2.2.4 Shop Cement Lined Piping
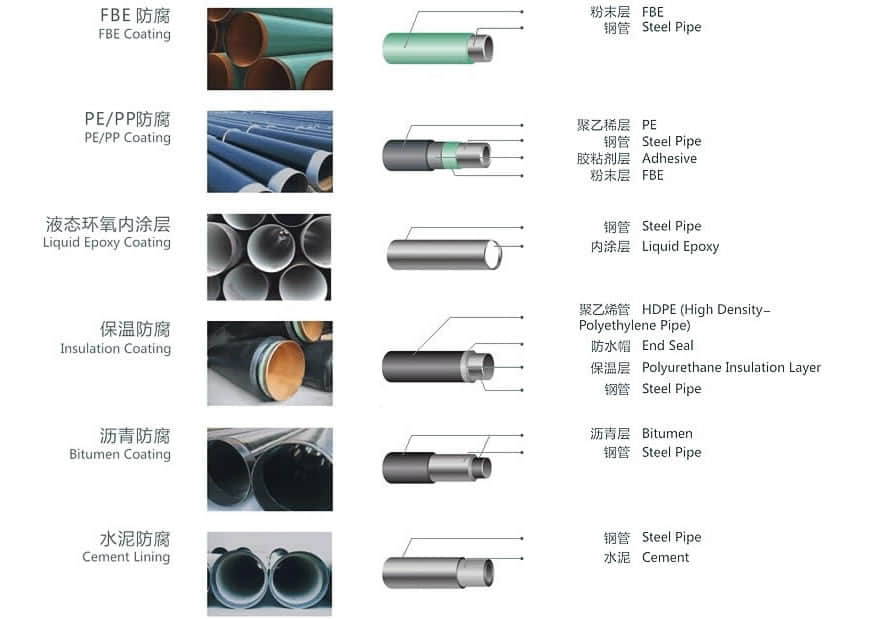
Pipe Coating Products
Three Layer Polyethylene (3LPE)
To improve anticorrosion performance and adhesion, an additional layer of epoxy primer is sprayed onto pipe surfaces prior to the adhesive layer and Polyethylene top layer application. Three Layer Polyethylene is suitable for service temperatures from 60°C to 80°C (85°C peaks). Typical coating thickness is from 1-2 mm to 3-5 mm.
Three Layer Polypropylene (3LPP)
If a wider service temperature range and high stiffness is required, adhesive and top layers, applied over primer layer, are based on polypropylene instead of polyethylene. Three Layer Polypropylene is suitable for service temperatures up to 135 °C (140°C peaks). Typical coating thickness is from 1-2 mm to 3-5 mm.
Three Layer Polypropylene and Polyethylene
Three Layer applications involve a thermoplastic coating applied to steel pipelines as a form of anticorrosion protection. This mechanical resistance is appropriate when the risk of particularly severe coating damages exist. The Three Layer process involved several steps. First, the pipe surface is blast cleaned to remove any external residue from the mill or storage. It is then heated and sprayed with a Fusion Bond Epoxy (FBE) primer followed by the application of an adhesive copolymer and polyolefin polymers that are wrap extruded, one over the other.
Field applied products




Advantage of ERW pipe
The alloy content of the coil is often lower than similar grades of steel plate, improving the weldability of the spiral welded pipe. Due to the rolling direction of spiral welded pipe coil is not perpendicular to the pipe axis direction, the crack resistance of the spiral welded pipe materials.
Need to inquire about our products? Fill out the form below and our staff will be in touch!
Q: How long is your delivery time?
A: The delivery time of customized products is generally 25 35 days, and non customized products are generally shipped within 24 hours after payment.
Q: Do you provide samples? Is it free?
A: If the value of the sample is low, we will provide it for free, but the freight needs to be paid by the customer. But for some high value samples, we need to charge a fee.
Q: What are your payment terms?
A: T/T 30% as the deposit,The balance payment is paid in full before shipment
Q: What is the packaging and transportation form?
A: Non steaming wooden box and iron frame packaging. Special packaging is available according to customer needs. The transportation is mainly by sea.
Q: What is your minimum order quantity?
A: There is no minimum order quantity requirement. Customized products are tailor made according to the drawings provided by the customer.



