Our team is highly trained and experienced in servicing and producing all types of steel supplies. Need help or have a question?
sales@abrasionresistantpipe.com
Tel.: +8621-3378-0199
Our team is highly trained and experienced in servicing and producing all types of steel supplies. Need help or have a question?
sales@abrasionresistantpipe.com
Tel.: +8621-3378-0199












With tapered grooves cut into the ends of a run of pipe, screwed pipe and screwed fittings can easily be assembled without welding or other permanent means of attachment. In the United States, the standard pipe thread is National Pipe Thread (NPT).
Typically used on pipe 3″ and smaller, threaded connections are referred to as screwed pipe. With tapered grooves cut into the ends of a run of pipe, screwed pipe and screwed fittings can easily be assembled without welding or other permanent means of attachment. In the United States, the standard pipe thread is National Pipe Thread (NPT).
The reason for this is that as NPT connections are assembled, they become increasingly more difficult for the process to leak. The standard taper for NPT pipe is 3/4″ for every foot. Threaded End is abbreviated on drawings as TE.
Threaded fittings have threads that are either male or female. Male threads are cut into the outside of a pipe or fitting, while female threads are cut into the inside of the fitting. As screwed pipe and fittings are assembled, two pieces are pulled together. The distance that is pulled together is called the thread engagement.
Galvanizing is one of the most widely used to methods for protecting metal from corrosion. It involves applying a thin coating of zinc to a thicker base metal, helping to shield it from the surrounding environment. The next time you are in your car, take a look at the street signs and lamp posts you pass. A large number of them will have a mute, silver color on them. That “silver” is actually the coating of zinc.
Thus, PE Coated Steel Pipes have been highly acclaimed even under severe environments such as areas of extreme cold, desert regions and under the sea.
Hot-dip galvanizing involves three main steps
Preparation: The galvanizing reaction will only occur on a chemically clean surface, so the first step of the process involves removing contamination. First, the metal is degreased using a caustic solution and then dipped in hydrochloric acid to remove rust, mill scale, welding slag, paint and grease. This followed by a rinse and a dip in a flux solution, which is usually about 30 percent zinc ammonium chloride.
Galvanizing: When the clean iron or steel component is dipped into the molten zinc (at 842°F (450°C)), zinc-iron alloy layers form as a result of a metallurgical reaction between the iron and zinc. When the material is pulled from the galvanizing bath, a layer of molten zinc is present on top of the alloy layer. When it cools, it has the bright, shiny appearance associated with galvanized products.
Inspection: After galvanizing, the coated materials are inspected for coating thickness and coating appearance. A variety of simple physical and laboratory tests may be performed to determine thickness, uniformity, adherence and appearance of the zinc coating.
Quite simply, galvanizing a metal gives it anti-corrosion properties. Without the protective zinc coating, the metal would remain exposed to the elements and potentially oxidize and corrode much faster. Galvanized Steel is a cost effective alternative to using materials such as austenitic stainless steel or aluminum in order to prevent corrosion.
Galvanizing can protect metal is a number of ways. Firstly, it creates a protective coating that shields the metal from the surrounding environment. The layer of zinc prevents water and moisture and other elements in the air from corroding the steel underneath. Should the zinc coating be scratched deep enough, the metal would become exposed and susceptible to corrosion.

Galvanizing can also protect metal through a process called “galvanic corrosion”. Galvanic corrosion occurs when two metals of a different electrochemical make up are placed into contact with one another with an electrolyte present, such as salty water. Depending on the atomic structure of the two metals, one metal is the anode and the other is the cathode. The anode corrodes more rapidly than it would by itself and the cathode corrodes at a slower pace than it would by itself. The reason zinc is used for galvanizing is because it has an affinity towards being the anode when in contact with many different types of metals. Since the zinc coating in contact with the base metal is usually the anode, it slows the corrosion of the base metal, or the cathode.
In the production process and packaging process of hot dip galvanized, the appearance of hot dip galvanized steel strip and steel plate may occur following defects.
The excess liquid zinc from galvanized pot on the strip surface, which excess liquid zinc air knife blow to control the zinc coating thickness. Gas pressure of the air knife, air knife and strip pitch, strip speed will directly affect the thickness of the zinc layer. If the lack of supply instability of the air knife or air knife pressure can cause the accumulation of zinc coating, ie, zinc scar.
Purity of zinc coating is not enough, the original board surface dirt eclipse biological treatment is not sufficient and form the residue when copper, iron, arsenic and other impurities is higher levels of zinc coating. galvanized uncoated can easily lead to the surface of the steel dark spots. Galvanized steel surface exposed to moisture or rain immersion lead to zinc oxide and produce a white powder at a certain temperature. The surface of white rust corrosion resistance is greatly reduced and affect its use.
Galvanized sheet surface zinc layer is rugged and uneven thickness, or even the surface of small particles. because the air knife is is aspirated uneven when hot dip galvanized or improper air knife and strip spacing.
Preparation: The galvanizing reaction will only occur on a chemically clean surface, so the first step of the process involves removing contamination. First, the metal is degreased using a caustic solution and then dipped in hydrochloric acid to remove rust, mill scale, welding slag, paint and grease. This followed by a rinse and a dip in a flux solution, which is usually about 30 percent zinc ammonium chloride.
Galvanizing: When the clean iron or steel component is dipped into the molten zinc (at 842°F (450°C)), zinc-iron alloy layers form as a result of a metallurgical reaction between the iron and zinc. When the material is pulled from the galvanizing bath, a layer of molten zinc is present on top of the alloy layer. When it cools, it has the bright, shiny appearance associated with galvanized products.
Inspection: After galvanizing, the coated materials are inspected for coating thickness and coating appearance. A variety of simple physical and laboratory tests may be performed to determine thickness, uniformity, adherence and appearance of the zinc coating.
| Product Name | Executive Standard | Dimension (mm) | Steel Code / Steel Grade |
|---|---|---|---|
| Electric-Resistance-Welded Steel Pipes | ASTM A135 | 42.2-114.3 x 2.11-2.63 | A |
| Electric-Resistance-Welded Carbon Steel and Carbon-Manganese Steel Boiler and Superheater Tubes | ASTM A178 | 42.2-114.3 x 2.11-2.63 | A, C,D |
| ERW and Hot-dip Galvanized Steel Pipes | ASTM A53 | 21.3-273 x 2.11-12.7 | A, B |
| Pipes for Piling Usage | ASTM A252 | 219.1-508 x 3.6-12.7 | Gr2, Gr3 |
| Tubes for General Structural Purpose | ASTM A500 | 21.3-273 x 2.11-12.7 | Carbon Steel |
| Square Pipes for General Structural Purpose | ASTM A500 | 25 x 25-160 x 160 x 1.2-8.0 | Carbon Steel |
| Mechanical tubing | ASTM A513 | 21.3-273 x 2.11-12.7 | carbon and alloy steel |
| Screwed and Socketed Steel Tubes | BS 1387 | 21.4-113.9 x 2-3.6 | Carbon Steel |
| Scaffolding Pipes | EN 39 | 48.3 x 3.2-4 | Carbon Steel |
| Carbon Steel Tubes for General Structure Purpose | JIS G3444 | 21.7-216.3 x 2.0-6.0 | Carbon Steel |
| Carbon Steel Tubes for Machine Structure Purpose | JIS G3445 | 15-76 x 0.7-3.0 | STKM11A, STKM13A |
| Carbon Steel Pipes for Ordinary Piping | JIS G3452 | 21.9-216.3 x 2.8-5.8 | Carbon Steel |
| Carbon Steel Pipes for Pressure Service | JIS G3454 | 21.7-216.3 x 2.8-7.1 | Carbon Steel |
| Carbon Steel Rigid Steel Conduits | JIS G8305 | 21-113.4 x 1.2-3.5 | G16-G104, C19-C75, E19-E75 |
| Carbon Steel Rectangular Pipes for General Structure | JIS G3466 | 16 x 16-150 x 150 x 0.7-6 | Carbon Steel |
Pipeline coating is the most consistent and successful solution for protecting ERW pipes from corrosion, from moisture, other harmful chemicals.
Anti-corrosion steel pipe is processed through the preservation process, which can effectively prevent or slow down the process in the transport and use of chemical or electrochemical corrosion reaction of steel pipe.
Therefore pipe anti-corrosion layer is an important barrier to prevent soil erosion. A well-known foreign scholar put forward” 3PE france protective layer”, so far, anti-corrosion methods is widely used.
Coated pipes offer high resistance to corrosion on pipes and provide many benefits such as:
1. Increased Flow Capacity – A coating on pipes helps provide a smoother surface thus improving gas and liquid flow within pipes.
2. Reduced Cost – The pipeline coating increases the pipes durability so they can be deployed with minimum maintenance cost even in the harshest environments.
3. Lower energy usage – Various studies have shown that pipelines that are internally coated use less energy for pumping and compression of products through pipes. This helps in increased saving over time.
4. Clean delivery of products – The inhibitors used for the protection products can also be minimized by the use of coated pipes for delivery of products.
Thus, coating of pipelines can help you in reducing your maintenance cost and at the same time providing a corrosion free reliable protection.
The basic principles of urban gas pipeline coating selection:
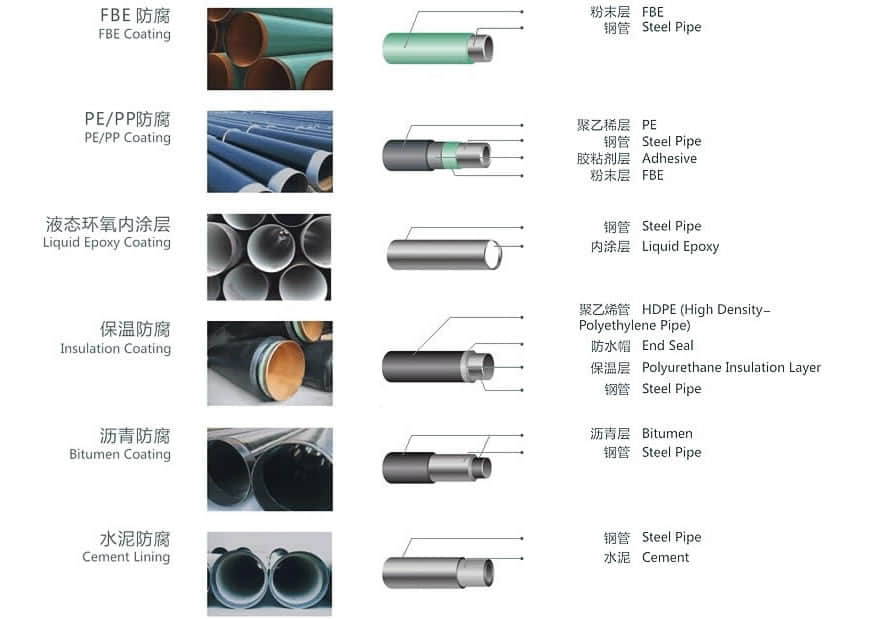
2.1.External Coating
2.1.1 External Epoxy Coating
2.1.2 Polyethylene Coating
2.1.3 Polypropylene Coating
2.1.4 Polyurethane Coating
2.1.5 Polyolefin Coating
2.1.6 Tape Coating
2.1.7 Bitumen Coating
2.1.8 Coal-Tar Enamel Coating
2.1.9 Concrete Weighted Coating
5:External concrete coating.
2.1.10 Marine Coating
2.1.11 Other specification
2.2. Lining
2.2.1 Epoxy Lining
2.2.2 Bitumen Lining
2.2.3 Cement Mortar Lining
2.2.4 Shop Cement Lined Piping
Pipe Coating Products
Three Layer Polyethylene (3LPE)
To improve anticorrosion performance and adhesion, an additional layer of epoxy primer is sprayed onto pipe surfaces prior to the adhesive layer and Polyethylene top layer application. Three Layer Polyethylene is suitable for service temperatures from 60°C to 80°C (85°C peaks). Typical coating thickness is from 1-2 mm to 3-5 mm.
Three Layer Polypropylene (3LPP)
If a wider service temperature range and high stiffness is required, adhesive and top layers, applied over primer layer, are based on polypropylene instead of polyethylene. Three Layer Polypropylene is suitable for service temperatures up to 135 °C (140°C peaks). Typical coating thickness is from 1-2 mm to 3-5 mm.
Three Layer Polypropylene and Polyethylene
Three Layer applications involve a thermoplastic coating applied to steel pipelines as a form of anticorrosion protection. This mechanical resistance is appropriate when the risk of particularly severe coating damages exist. The Three Layer process involved several steps. First, the pipe surface is blast cleaned to remove any external residue from the mill or storage. It is then heated and sprayed with a Fusion Bond Epoxy (FBE) primer followed by the application of an adhesive copolymer and polyolefin polymers that are wrap extruded, one over the other.
Field applied products




Advantage of ERW pipe
The alloy content of the coil is often lower than similar grades of steel plate, improving the weldability of the spiral welded pipe. Due to the rolling direction of spiral welded pipe coil is not perpendicular to the pipe axis direction, the crack resistance of the spiral welded pipe materials.
Need to inquire about our products? Fill out the form below and our staff will be in touch!
Q: How long is your delivery time?
A: The delivery time of customized products is generally 25 35 days, and non customized products are generally shipped within 24 hours after payment.
Q: Do you provide samples? Is it free?
A: If the value of the sample is low, we will provide it for free, but the freight needs to be paid by the customer. But for some high value samples, we need to charge a fee.
Q: What are your payment terms?
A: T/T 30% as the deposit,The balance payment is paid in full before shipment
Q: What is the packaging and transportation form?
A: Non steaming wooden box and iron frame packaging. Special packaging is available according to customer needs. The transportation is mainly by sea.
Q: What is your minimum order quantity?
A: There is no minimum order quantity requirement. Customized products are tailor made according to the drawings provided by the customer.



