Our team is highly trained and experienced in servicing and producing all types of steel supplies. Need help or have a question?
sales@abrasionresistantpipe.com
Tel.: +8621-3378-0199
Our team is highly trained and experienced in servicing and producing all types of steel supplies. Need help or have a question?
sales@abrasionresistantpipe.com
Tel.: +8621-3378-0199














Boiler tubes are used in heat exchange appliances in which the energy is transferred from one medium to the other.
Boiler tubes are used in heat exchange appliances in which the energy is transferred from one medium to the other.
 How to choose good quality boiler tubes?
How to choose good quality boiler tubes?While choosing boiler tubes, look for the following to pick out the right and good quality tubes:
Sunny Steel has an extensive range of boiler and stay tubes available to meet your boiler tube requirements no matter how demanding.
Chinese National standards
American society of mechanical engineers
Chinese National standards
Deutsche industrie normen
Deutsche industrie normen
Japanese industrial standards
– Austenitic stainless steels
The ends are vertical to the longitudinal axis and are without burrs.
Deburring applies to
| Tube OD | 26.7 – 114.3 mm |
| Tube WT | 3.2 – 12.5 mm |
| Tube lengths | 4 – 13 meters |
| Deburring angle, a | 30°+ 5 and 37°± 2.5 |
| Dimension, c | 1.6 ± 0.8 mm |
Quality Assurance
We have capability and capacity to ensure boiler tube in superior condition, with advanced inspection and testing procedures, standard tests include dimensional examination, visual checking, chemical composition, mechanical properties as well as non destructive test 100% eddy current test.
Fire Tube Boiler
Fire-tube boiler is a type of boiler in which hot gas passes from the fire through one or more pipes that pass through a sealed water container. The heat of the gas is transferred through the wall of the tube through heat conduction, heating the water and eventually generating steam. Fire tube boilers are the third of the four historical types of boilers: low-pressure tank or “haystack” boilers, flue boilers with one or two large flues, fire tube boilers and high-pressure boilers with many small tubes
Water Tube Boiler
Water tube boiler is a type of boiler in which water circulates in tubes heated externally by the fire. The fuel is burned in the furnace to produce hot gas, which heats the water in the steam generation tube. In smaller boilers, the additional power generation tubes are separated in the furnace, while larger utility boilers rely on water injection tubes that make up the furnace wall to generate steam. High-pressure water tube boiler: The hot water then rises into the steam drum. Here, saturated steam is drawn away from the top of the drum.

Boiler Tubes are metal tubes located inside of boilers that heat water in order to produce steam. There are two major types of tube boilers: water-tube boilers and fire-tube boilers. In water-tube boilers, water circulates inside the tubes and is heated externally by hot gases generated by the furnace. Boiler tube is installed inside boiler to heat water in order to generate steam, boiler is a closed pressure vessel designed in varieties of types, water tube boiler and fire tube boiler are main types.
| Steel types | GB(China) | ASME(USA) | DIN/EN(Euro) | Application |
|---|---|---|---|---|
| Carbon steel | 10 20 20G 20MnG 25MnG | SA-106B SA-192 SA-210A1 SA106C SA-210C | PH265GH P195GH P235GH St35.8 St45.8 | Economizer tube Water wall tube |
| Mo steel | 15MoG 20MoG | SA-209 T1 SA-209 T1a SA-209 T1b | 15Mo3 16Mo3 | Water wall tube Superheater tube Reheater tube |
| Cr-Mo Steel | 12CrMoG 12Cr2MoG 12Cr1MoVG 15CrMoG 10Cr9MoVNb | SA-213 T11 SA-213 T22 SA-213 T24 SA-213 T91 A335 P1 A335 P2 A335 P5 A335P9 A335 P11 | 12Cr1MoV 14MoV63 10CrMo910 X10CrMoVNb91 10CrMo5-5, 13CrMo4-5 | Superheater tube Reheater tube |
| Cr-Mo-W steel | 12Cr2MoWVTiB | SA-213 T23 SA-214 T911 SA-213 T92 SA-213 T122 A335 P23 A335 P911 A335 P92 A335 P122 | --- | Superheater tube Reheater tube |
| Austentic Stainless steel | --- | AP304 TP304H TP321 TP321H TP347 TP347H TP316 TP316H S30432 TP310HCbN | --- | Superheater tube Reheater tube |

How to get rid of surface stains of cracking tube
How to get rid of surface stains of cracking tube follow the steps below:
The first step is to clean, we must first petroleum cracking tube surface oil, dirt, grease, and some other substances removed. The second step is naturally acid, generally speaking, there are two pickling treatment, a chemical treatment, another treatment method is electrolysis, which can be handled in two ways petroleum cracking tube surface cleaning clean, but chemical pickling is a pipeline anti-corrosion measures.
The third step is necessary to use the tool to the surface of the oil cracking pipe polished, although the effect may not be very good polish, but this procedure is also indispensable. The final step is to make the surface of petroleum cracking tube jet, one can remove some of the dirt, the second is to make the roughness of petroleum cracking tube more evenly.
For petroleum cracking tube defects formed on the surface there are many, but certainly there are a lot of different reasons, the specific form of the crack is different, often found defective for its appearance on petroleum cracking tube we can see, the main reason for its main form by the following points. In fact, for the production process, the emergence of various drying phenomena of its raw materials for steelmaking summer rainy season or when it will produce up to steel gas content’s sake.
In the process, the ingot when heated due to heating of the air bubbles are burned through, it will have more cracks after the rolling, which will meet the petroleum cracking tube relatively thin, dense and sizes, its length ranging from cracks, these things collectively referred to as hairline, this is a defect. So the cause of the surface oil cracking tube defects are many, so we have to remedy. After oil cracking pipe handling, appearance becomes smoother, more beautiful. Although after the rust will not affect the use again, but if we do the work in advance, so do not bother it. We buy petroleum cracking tube among the first to note that it is not a strong corrosion resistance, have a longer life does not have to select a high-quality petroleum cracking pipe products that can reduce our future work a lot of trouble.
Characteristics of boiler pipe
Small diameter high-pressure boiler tube surface defects that affect the quality, mainly due to waste generation.
Boiler pipes often in high temperature and high pressure work, pipe smoke and water at high temperature steam oxidation and corrosion effects will occur, thus requiring durable steel with high strength, high oxidation resistance, and good organizational stability, high pressure boiler tube in addition to chemical composition and mechanical properties, hydrostatic testing done by the root, to be flaring, flattening test. Steel to heat treatment delivery. In addition, the finished steel microstructure, grain size, there are certain requirements decarburization.
High-pressure boiler tubes are seamless steel pipe categories. Seamless same manufacturing method, but used in the manufacture of steel pipe, there are strict requirements. Often in high-pressure boiler tubes at high temperature and pressure conditions of use, the tube under the effect of high temperature gas and water vapor, oxidation and corrosion will occur. Require durable steel with high strength, high resistance to oxidation corrosion, and have good organizational stability.
High-pressure boiler tube is mainly used to manufacture high-pressure and high pressure boiler superheater tubes, reheater tubes, windpipe, the main steam pipe. High-pressure boiler tubes for low and medium pressure boiler (working pressure is generally not more than 5.88Mpa, working temperature below 450 ℃) of heating surface tubes; used for high-pressure boilers (above 9.8Mpa working pressure in general, the working temperature of 450 ℃ ~ 650 ℃ between) the heating surface tubes, economizer, superheater, reheater, petrochemical industrial pipe.
Hardness testing methods of high-pressure boiler tubes
High pressure boiler tube hardness testing should take into account its mechanical properties, which is related to stainless steel as raw material for the deformation, such as punching, cutting processing performance and quality.
Therefore, all of the high-pressure boiler tubes need to conduct mechanical tests. Mechanical performance testing method is mainly divided into two kinds, one kind is tensile test, the other kind is usually hardness test.
Tensile test is the high pressure boiler tube sample, high pressure boiler tube tend to sample to the fracture on tensile testing machine, mechanical properties and determination of one or more, usually only determination of tensile strength, yield strength, break elongation, and reduction of area. Tensile test is the most basic mechanical properties of metallic materials testing methods, almost all of the metal material, as long as the requirements of the mechanical properties of the high pressure boiler tube, the provisions of the tensile test. Especially those appearance and high pressure boiler tube is not good for the material of hardness test, tensile test became the only means of mechanical properties testing.
Steam boilers
A steam boiler is a device used to create steam by applying heat energy to water.
A continuous helical fin is attached to the base tube by high frequency electric resistance welding in order to give an efficient and thermally reliable bond. Fins can be either solid or serrated (segmented). The weld produced in this process is a true forge, blacksmith weld. This type of weld is comprised of a fusion between two portions of parent metal without the introduction of a filler material. The weld is simply produced by heating the interfaces to be joined to a plastic state and applying pressure.
Used in boilers, furnaces and fired heaters for efficient heat recovery.
High-pressure boiler tubes are frequently occurs fault because of high temperatures, affecting the entire heating system, mainly due to an internal boiler for heat treatment is not perfect, a lot of heat can not be effectively converted and timely treatment.
High pressure boiler tube hardness testing should take into account its mechanical properties, which is related to stainless steel as raw material for the deformation, such as punching, cutting processing performance and quality.
Therefore, all of the high-pressure boiler tubes need to conduct mechanical tests. Mechanical performance testing method is mainly divided into two kinds, one kind is tensile test, the other kind is usually hardness test.
Heat treatment is a method of changing the physical properties of high pressure boiler pipe by heating and cooling. Heat treatment can improve the microstructure of high pressure boiler pipe, so as to meet the required physical requirements. Toughness, hardness and wear resistance are obtained by heat treatment. In order to obtain these characteristics, it is necessary to adopt quenching, annealing, tempering and surface hardening.
a. Quenching
Hardening, also called quenching, is that high pressure boiler pipe is heated evenly to the appropriate temperature, then quickly immerse in water or oil for rapid cooling, and cooling in the air or in the freezing zone. So that the high pressure boiler pipe can obtain the required hardness.
b. Tempering
High pressure boiler pipe will become brittle after hardening. And the stress caused by quenching can make the high pressure boiler pipe tapped and broken. The tempering method can be used to eliminate brittleness. Although the hardness of high pressure boiler pipe is lighter reduced, its the toughness can be increased to reduce the brittleness.
c. Annealing
Annealing is the method to eliminate the internal stress of high pressure boiler pipe. The annealing method is that the steel parts need to be heated to the critical temperature, then put in dry ash, lime, asbestos or closed in the furnace, then let it cooling slowly.
| Abbr. | Corresponding | Application |
|---|---|---|
| A179 | ASTM A179 / A179M | Standard Specification for Seamless Cold-Drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes |
| A213 | ASTM A213/A213M | Specification for Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger Tubes |
| A214 | ASTM A214 / A214M | Specification for Electric-Resistance-Welded Carbon Steel Heat-Exchanger and Condenser Tubes |
| A249 | ASTM A249 / A249M | Specification for Welded Austenitic Steel Boiler, Superheater, Heat-Exchanger, and Condenser Tubes |
| A498 | ASTM A498 / A498M | Specification for Seamless and Welded Carbon, Ferritic, and Austenitic Alloy Steel Heat-Exchanger Tubes with Integral Fins |
| A851 | ASTM A851 / ASME SA851 | Specification for High-Frequency Induction Welded, Unannealed, Austenitic Steel Condenser Tubes |
Both medium-pressure and high-pressure boiler tubes undergo the same initial process of manufacturing, which includes fine drawing, surface bright, hot rolling, cold drawn and heat expansion. However, the following steps are undertaken to make high-pressure pipes stronger and more resistant.
Heat treatment includes heating and cooling of the high-pressure boiler pipes which increases toughness, hardness and wear resistance. The different steps that come under heat treatment include quenching, tempering and annealing.
Quenching is done to increase the hardness of the high-pressure boiler tube. The pipe is heated evenly to an appropriate temperature and then quickly immersed into water or oil for instant cooling. This is followed by cooling in air or in the freezing zone.
Tempering is used to remove brittleness from the pipe. Quenching can cause the pipe to become tapped or broken.
Annealing can remove the internal stress in the pipe. In this process, the seamless tube is heated to the critical temperature and then left for slow cooling in ash or lime.
There are several methods for removing rust from the boiler tube, the simplest being cleaning using a solvent and emulsion. However, this can remove only dust, oil, etc. but will not rid the pipe completely off organic remnants.
The second method is rust removal using manual or power tools. Tool cleaning can get rid of oxide coatings, welding slag and rust.
The most common method is through chemical and electrolytic methods, also known as acid cleaning.
Spray rust removal is the most ideal method for cleaning of the boiler tube as it can remove dirt, oxide and rust to a greater level. Furthermore, it can increase the roughness of the pipe.
While choosing boiler tubes, look for the following to pick out the right and good quality tubes:
1. Look at the cross-section of the tube. A good quality seamless tube will have a smooth cross-section and will be devoid of bumps and irregularities.
2. Check the density of the pipe to understand the percentage of impurities in the pipe. If the pipe shows low density, steer clear!
3. Make sure you check the trademark. Reputed manufacturers always put their trademark on their seamless tubes.
4. Check the surface of the boiler tube. A good quality boiler tube will have a smooth surface. If you find the surface to be rough and uneven, you can be sure that the quality is not up to the mark.
The production of our seamless pipes is tightly regulated and all of the pipes we stock have been fully tested to international standards to ensure we only supply the highest quality products.
| Product name | Executive standard | Dimension (mm) | Steel code/ Steel grade |
|---|---|---|---|
| Black and Hot-dipped Zinc-coated Steel Pipes Seamless | ASTM A53 | 0.3-1200 x 1.0-150 | GR.A, GR.B, GR.C |
| Seamless Carbon Steel for High Temperature Service | ASTM A106 | 10.3-1200 x 1.0-150 | GR.B, GR.C |
| Seamless Cold-drawn Low-Carbon Steel Heat-Exchanger and Condenser Tubes | ASTM A179 | 10.3-426 x 1.0-36 | Low Carbon Steel |
| Seamless Carbon Steel Boiler Tubes for High Pressure | ASTM A192 | 10.3-426 x 1.0-36 | Low Carbon Steel |
| Seamless Cold-drawn Intermediate Alloy Steel Heat-exchanger and Condenser Tubes | ASTM A199 | 10.3-426 x 1.0-36 | T5, T22 |
| Seamless Medium-carbon Steel Boiler and Superheater Tubes | ASTM A210 | 10.3-426 x 1.0-36 | A1, C |
| Seamless Ferritic and Austenitic Alloy Steel Boiler, Superheater and Heat-exchanger Tubes | ASTM A213 | 10.3-426 x 1.0-36 | T5, T5b, T9 , T11, T22 ,T91 |
| Seamless Carbon and Alloy Steel for Mechanical Tubing | ASTM A333 | 1/4"-42" x SCH20-XXS | Grade1 Gr. 3,Gr..6, Gr.8 , Gr. 9 |
| Seamless Cold-drawn Carbon Steel Feedwater Heater Tubes | ASTM A556 | 10.3-426 x 1.0-36 | A2, B2 |
| Round and shaped steel cold formed welded and seamless carbon steel structural pipe. | ASTM A500 | OD :10.3-820 x 0.8- 75 | Grade A, B, C, D |
| Carbon and alloy steel mechanical tubing, either hot-finished or cold-finished | ASTM A519 | 10.3-426 x 1.0-36 | 1020, 1025, 4130, 4140 |
| For seamless ferritic alloy-steel pipe for high-temperature service | ASTM A335 | 1/4"-42" x SCH20-XXS | A/SA 335 P1, P2, P11, P12, P15, P22, P91, P92, P122 |
Cold Drawn Seamless Mechanical Tubing (CDS) is a cold drawn 1018/1026 steel tube which offers uniform tolerances, enhanced machinability and increased strength and tolerances compared to hot-rolled products. 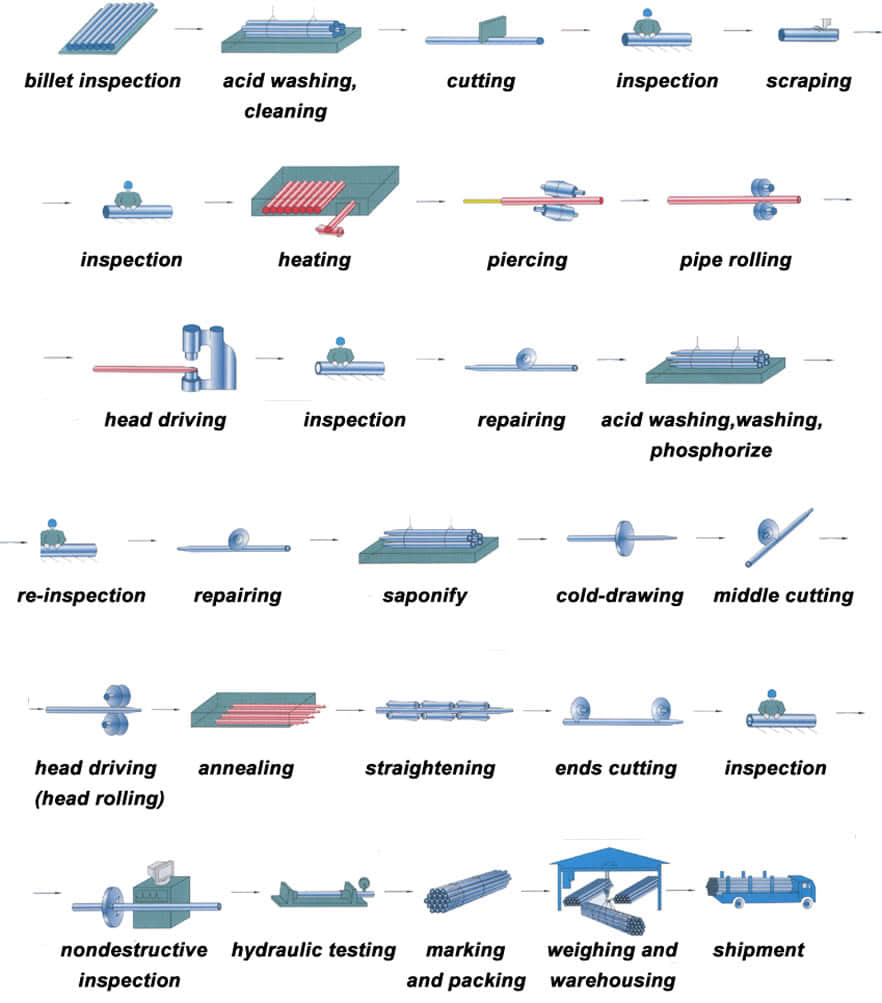 Cold drawn steel tube is with hot-rolled steel coil as raw material, and tandem cold rolling pickled to remove oxide scale, its finished rolling hard roll, rolling hard volumes due to the continuous cold deformation caused by cold hardening strength, hardness increased indicators declined tough plastic, stamping performance will deteriorate, which can only be used for simple deformation of the parts. Rolling hard roll can be used as the raw material of the hot-dip galvanizing plant, hot dip galvanizing line set annealing line. Rolling hard roll weight is generally 6 to 13.5 tons, the coil diameter of 610mm.
Cold drawn steel tube is with hot-rolled steel coil as raw material, and tandem cold rolling pickled to remove oxide scale, its finished rolling hard roll, rolling hard volumes due to the continuous cold deformation caused by cold hardening strength, hardness increased indicators declined tough plastic, stamping performance will deteriorate, which can only be used for simple deformation of the parts. Rolling hard roll can be used as the raw material of the hot-dip galvanizing plant, hot dip galvanizing line set annealing line. Rolling hard roll weight is generally 6 to 13.5 tons, the coil diameter of 610mm.
Hot-rolled seamless steel pipe production base deformation process can be summarized as three stages: perforation, extension and finishing. 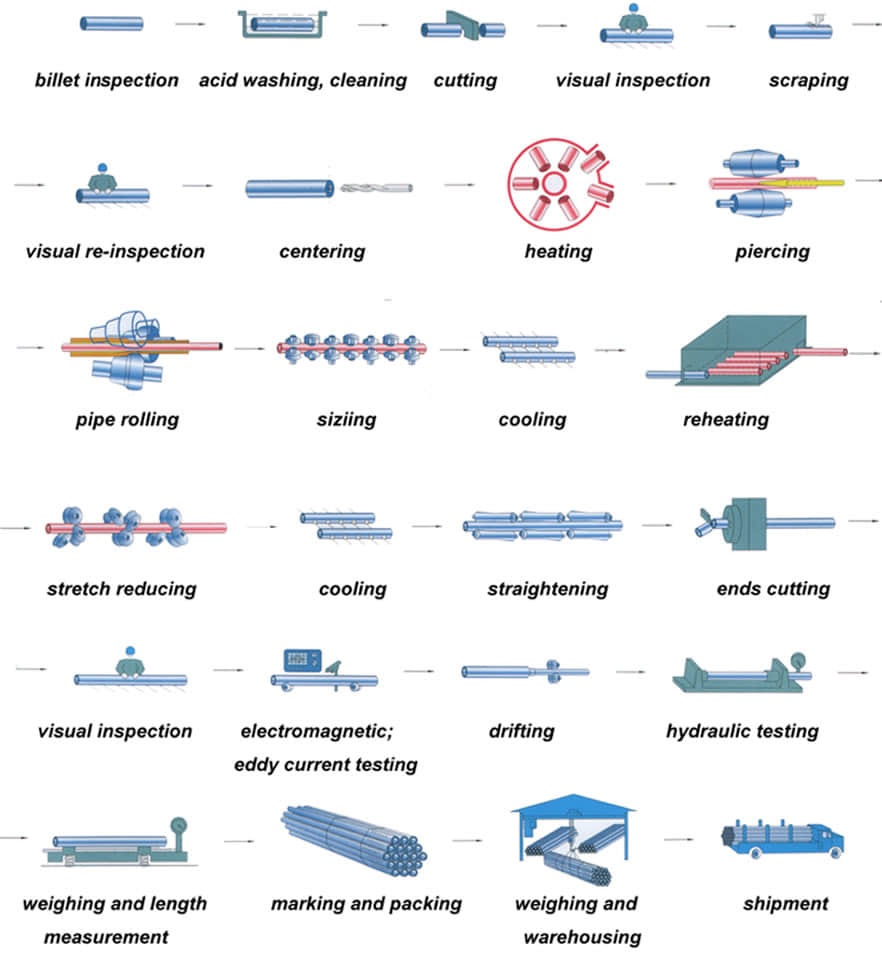 The main purpose of the perforation process is to become a solid round billet piercing hollow shell. Capillary in the specifications, accuracy and surface quality can not meet the requirements of the finished product, further improvements are needed to deform the metal through. The main purpose of the stretching machine is further reduced sectional view (main compression wall) for a larger axial extension, so that the capillary improved dimensional accuracy, surface quality and organizational performance. After stretching machine rolled steel pipe shortage collectively need further molding mill in order to achieve the requirements of the finished pipe. Rolled steel due to pass in the method widely used in the production of seamless steel tubes. So far, due to the method pass rolling steel can be divided into two categories: core pension without rolling rolling (hollow body rolling), and with the mandrel. Sizing machines, reducing mill and stretch reducing mill belonging to the hole without mandrel type continuous rolling mills are generally coffin. Its main purpose is to reduce the diameter of the deformation process or sizing get finished steel, the wall thickness of process control, can make thinning, thickening or nearly unchanged. All the traditional hole-type rolling machine with mandrel belong to extend machine. The main purpose is to reduce the deformation process perforated capillary wall thickness and outer diameter roll passes in the deformation zone and the mandrel posed, for a larger axial extension. At the same time a certain improvement in the organization, performance, accuracy, surface quality.
The main purpose of the perforation process is to become a solid round billet piercing hollow shell. Capillary in the specifications, accuracy and surface quality can not meet the requirements of the finished product, further improvements are needed to deform the metal through. The main purpose of the stretching machine is further reduced sectional view (main compression wall) for a larger axial extension, so that the capillary improved dimensional accuracy, surface quality and organizational performance. After stretching machine rolled steel pipe shortage collectively need further molding mill in order to achieve the requirements of the finished pipe. Rolled steel due to pass in the method widely used in the production of seamless steel tubes. So far, due to the method pass rolling steel can be divided into two categories: core pension without rolling rolling (hollow body rolling), and with the mandrel. Sizing machines, reducing mill and stretch reducing mill belonging to the hole without mandrel type continuous rolling mills are generally coffin. Its main purpose is to reduce the diameter of the deformation process or sizing get finished steel, the wall thickness of process control, can make thinning, thickening or nearly unchanged. All the traditional hole-type rolling machine with mandrel belong to extend machine. The main purpose is to reduce the deformation process perforated capillary wall thickness and outer diameter roll passes in the deformation zone and the mandrel posed, for a larger axial extension. At the same time a certain improvement in the organization, performance, accuracy, surface quality.

Before cutting pipe and tubing No matter the material, measure the diameter of the pipe or tube to be cut to ensure that you use the right-size tube cutter for the job. When determining how to make a straight cut, use a tape measure and a pencil or other writing instrument to mark on the surface where you want to cut. If possible, mark around the circumference of a pipe, especially when cutting with a handsaw. Ensure that a cut is as straight as possible by securing the pipe with a vise, clamp, miter box or even duct tape to keep the length from shifting out of place while cutting. After cutting pipe and tubing

Geometrical inspection of steel pipes The outer diameter, wall thickness, bending and length of the steel pipe can be inspected on the inspection table with an outer caliper, a micrometer and a bending ruler, and a length tape measure.
Take seamless steel pipe as an example, there are some tolerances that affect quality. Noting this, and you will get a better pipe.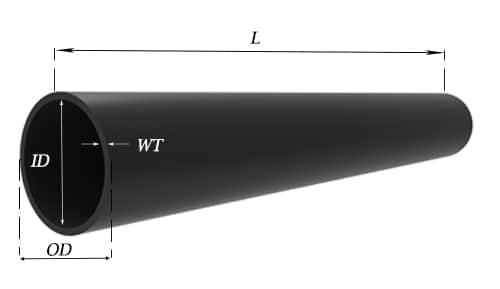
Weight tolerance
For pipe NPS 12 (DN300, 323.8mm) and under, the weight shall vary within -3.5% / +10%.
For pipe over NPS 12 (DN300, 323.8mm), the weight shall vary within -5% / +10%.
Pipe of NPS 4 (DN100, 114.3mm) and smaller may be weighed in convenient lots; pipe in sizes larger than NPS 4 shall be weighed separately.
Quantity tolerance
Normally mills take -10% to +10% tolerance, but TPMCSTEEL keeps ±3% variation.
Length tolerance
For Seamless pipe& tube, if definite cut lengths are ordered, the length shall vary within -0mm / +6mm.
| Pipe types | Pipe Szie(mm) | Tolerances | |
|---|---|---|---|
| Hot rolled | OD | <50 | ±0.50mm |
| ≥50 | ±1% | ||
| WT | <4 | ±12.5% | |
| ≥4-20 | +15%, -12.5% | ||
| >20 | ±12.5% | ||
| Cold drawn | OD | 6-10 | ±0.20mm |
| 10-30 | ±0.40mm | ||
| 30-50 | ±0.45 | ||
| >50 | ±1% | ||
| WT | <1 | ±0.15mm | |
| >1-3 | + 15%, – 10% | ||
| >3 | + 12.5%, – 10% | ||
| Standard | Hot finished seamless tube | Cold flnished seamless tube | ||
|---|---|---|---|---|
| Out diameter (mm) | Tolerance | Out diameter (mm) | Tolerance | |
| EN10216-1 | ≤100 | +/-0.75% (min.+/-0.5mm) | All | +/-0.5% |
| EN10216-2 | (min. +/-0.30mm) | |||
| DIN17175 | >100 | +/-0.90% | ||
| GB/T 3087 | ≤460 | +/-0.75% (min.+/-0.5mm) | 10-30 | +/-0.40mm |
| >30-50 | +/-0.45mm | |||
| >50 | +/-1.0% | |||
| GB/T 5310 GB/T 9948 GB/T 6479 | <57 | +/-0.40mm | ≤30 | +/-0.20mm |
| 57-325 | +/-0.75% | >30-50 | +/-0.30mm | |
| >325-460 | +1%,-2mm | >50 | +/-0.8% | |
| ASME SA-179M ASME SA-192M ASME SA-209M ASME SA-210M ASME SA-213M JIS G 3461 JIS G 3461 | ≤101.6 | +0.4, -0.8mm | <25.4 | +/-0.10mm |
| >25.4-38.1 | +/-0.15mm | |||
| >38.1-50.8 | +/-0.20mm | |||
| 101.6-190.5 | +0.4, -1.2mm | >50.8-63.5 | +/-0.25mm | |
| >63.5-76.2 | +/-0.30mm | |||
| >76.2 | +/-0.38mm | |||
| ASME SA106 ASME SA335 | ≤48.3 | +/-0.40mm | ≤48.3 | +/-0.40mm |
| 48.3-114.3 | +/-0.79mm | |||
| 114.4-219.1 | +1.59, -0.79mm | |||
| 219.2-323.9 | +2.38, -0.79mm | >48.3 | +/-0.79mm | |
| >324 | +/-1.0% | |||
| Standard | Hot finished seamless tube | Cold flnished seamless tube | ||||
|---|---|---|---|---|---|---|
| DIN17175 | Out diameter OD(mm) | Wall thickness T(mm) | Tolerance | Out diameter (mm) | Wall Thickness T(mm) | Tolerance |
| ≤130 | S≤2Sn | +15%, -10% | -- | All | +/-10% (min. +/-0.2mm) |
|
2Sn| +12.5%, -10% |
| |||||
| S>4Sn | +-/9% | |||||
| >130 | S≤0.05da | +17.5%, -12.5% | ||||
0.05da| +/-12.5% |
| |||||
| S>0.11da | +/-10% | |||||
| EN 10216-1 EN 10216-2 | ≤219.1 | - | +/-12.5% (min.+/-0.4mm) |
|||
| -- | T/D≤0.025 | +/-20% | ||||
0.025| +/-15% |
| |||||
0.05| +/-12.5% |
| |||||
0.1| +/-10% |
| |||||
| GB/T 3087 | -- | ≤20 | +15%,-12.5% (min.+0.45, -0.35mm) | -- | 1.0-3.0 | +15%, -10% |
| >20 | +/-12.5% | -- | >3 | +12.5%, -10% | ||
| GB/T 5310 GB/T 9948 GB/T 6479 | -- | <4.0 | +15%,-10% (min.+0.48, -0.32mm) | -- | 2-3 | +12%,-10% |
| 4-20 | +12.5%,-10% | >3 | +/-10% | |||
| >20 | +/-10% | |||||
| ASME SA-179M ASME SA-192M ASME SA-209M ASME SA-210M ASME SA-231M JIS G 3461 JIS G 3462 | -- | 2.41-3.8 | +35%, -0% | ≤38.1 | -- | +20%,-0% |
| 3.8-4.6 | +33%,-0% | >38.1 | -- | 22%,-0% | ||
| >4.6 | +28%,-0% | -- | -- | -- | ||
| ASME SA-106 ASME SA-335 | -- | All | +/12.5% | All | +/-10% | |
Note:

Positive material identification (PMI) testing is the examination of a material, usually a metallic alloy, to confirm the material is consistent with the user’s request.
Steel pipe delivery status(condition): cold / hard (BK), cold / soft (BKW), after cold stress relief annealing (BKS), annealing (GBK), normalized (NBK).
| Term | Symbol | Explanation |
|---|---|---|
| Cold-finished/hard (cold-finished as-drawn) | BK | No heat treatment after the last cold-forming process. The tubes therefore have only low deformability. |
| Cold-finished/soft (lightly cold-worked) | BKW | After the last heat treatment there is a light finishing pass (cold drawing) With proper subsequent processing, the tube can be cold-formed (e.g. bent, expanded) within certain limits. |
| Annealed | GBK | After the final cold-forming process the tubes are annealed in a controlled atmosphere or under vacuum. |
| Normalized | NBK | The tubes are annealed above the upper transformation point in a controlled atmosphere or under vacuum. |
There are probably hundreds of different methods for packing a pipe, and most of them have merit, but there are two principles that are vital for any method to work prevent rusting and Sea transportation security. 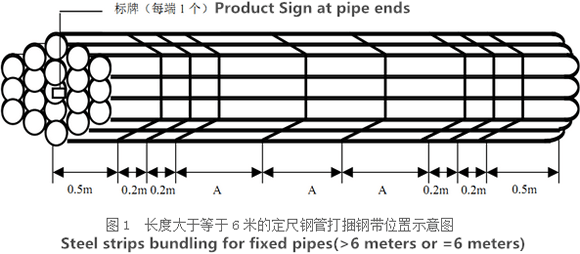
Our packing can meet any needs of the customers.
Need to inquire about our products? Fill out the form below and our staff will be in touch!
Q: How long is your delivery time? A: The delivery time of customized products is generally 25 35 days, and non customized products are generally shipped within 24 hours after payment. Q: Do you provide samples? Is it free? A: If the value of the sample is low, we will provide it for free, but the freight needs to be paid by the customer. But for some high value samples, we need to charge a fee. Q: What are your payment terms? A: T/T 30% as the deposit,The balance payment is paid in full before shipment Q: What is the packaging and transportation form? A: Non steaming wooden box and iron frame packaging. Special packaging is available according to customer needs. The transportation is mainly by sea. Q: What is your minimum order quantity? A: There is no minimum order quantity requirement. Customized products are tailor made according to the drawings provided by the customer.



