We use cookies to ensure that we give you the best experience on our website.
ASTM A192 seamles carbon steel boiler tube
ASTM A192,ASME SA192 High-Pressure Seamless Carbon Steel Boiler And Superheater Tubes sizes and thicknesses usually furnished to this specification are 1 ⁄ 2 in. to 7 in.outside diameter and 0.085 to 1.000 in.
ASTM A192 seamles carbon steel boiler tube is applied as minimum-wall-thickness, seamless carbon steel boiler and superheater tubes for high-pressure service, AGICO supplies ASTM A192 steel tube in hot rolled and cold drawn delivery state, It is generally used for high-pressure boiler (working pressure does not exceed 9.8Mpa and the working temperature between 450 ℃ -650 ℃) heating surface tubes, header, economizer, superheater, reheater.
ASTM A192 —– American Society for Testing Materials standard
ASME SA192 — American Society of Mechanical Engineers standards
Generally used for high-pressure boiler (working pressure does not exceed 9.8Mpa and the working temperature between 450 ℃ -650 ℃) heating surface tubes, header, economizer, superheater, reheater. (P <9.8MPa, 450 ℃
ASTM A192 / A192M is the standard applicable to seamless carbon steel boiler tubes for high-pressure service
ASTM A192 seamless steel tube sizes and thicknesses usually furnished to this specification are 1⁄2 in. to 7 in. [12.7 to 177.8 mm] outside diameter and 0.085 to 1.000 in. [2.2 to 25.4 mm], inclusive, in minimum wall thickness. Tubing having other dimensions may be furnished, provided such tubes comply with all other requirements of this specification.
ASTM A192 seamless steel tubes mechanical property requirements do not apply to tubing smaller than 1⁄8 in. [3.2 mm] inside diameter or 0.015 in. [0.4 mm] thickness.
ASTM A192 Referenced Documents:
ASTM A450 / A450M Specification for General Requirements for Carbon, Ferritic Alloy, and Austenitic Alloy Steel Tubes.
Bending and othering fabrication according to customer requirement.
ASTM 192 Seamless Steel Tube Dimensions:
OD (mm)
Wall Thickness(mm)
2
2.5
3
3.5
4
4.5
5
6
6.5-7
7.5-8
8.5-9
9.5-10
11
12
Φ25-Φ28
●
●
●
●
●
●
Φ32
●
●
●
●
●
●
Φ34-Φ36
●
●
●
●
●
●
Φ38
●
●
●
●
●
●
Φ40
●
●
●
●
●
Φ42
●
●
●
●
●
Φ45
●
●
●
●
●
●
Φ48-Φ60
●
●
●
●
●
●
●
Φ63.5
●
●
●
●
●
●
●
Φ68-Φ73
●
●
●
●
●
●
Φ76
●
●
●
●
●
●
●
●
●
●
Φ80
●
●
●
●
●
●
●
●
●
●
Φ83
●
●
●
●
●
●
●
●
●
●
Φ89
●
●
●
●
●
●
●
●
●
●
Φ95
●
●
●
●
●
●
●
●
●
●
Φ102
●
●
●
●
●
●
●
●
●
●
Φ108
●
●
●
●
●
●
●
●
●
●
Φ114
●
●
●
●
●
●
●
●
●
Φ121
●
●
●
●
●
●
●
●
●
Φ127
●
●
●
●
●
●
●
●
●
Φ133
●
●
●
●
●
●
●
●
●
Φ140
●
●
●
●
●
●
●
●
Φ146
●
●
●
●
●
●
●
●
Φ152
●
●
●
●
●
●
●
●
Φ159
●
●
●
●
●
●
●
●
Φ168
●
●
●
●
●
●
●
●
Test
Hydrostatic or Nondestructive Electric Test
Heat Treatment:Min temperature 650.
Surface Condition:Free of scale,A slight amount of oxidation will not be considered as scale.
Flattening Test,Flaring Test.Flange Test,Hardness Test,Hydrostatic Test
ASTM A192 / ASME SA192 Flattening Test:
One flattening test shall be made on specimens from each end of two tubes selected from each lot or fraction thereof.
ASTM A192 / ASME SA192 Flaring Test:
One flaring test shall be made on specie- men from each end of two tubes selected from each lot or fraction thereof. These tubes shall be selected apart from those used for the flattening test.
Chemical compositions(%) of ASTMA 192M / ASME SA-192M
C
Si
Mn
P
S
0.06-0.18
≤0.25
0.27-0.63
≤0.035
≤0.035
Mechanical properties of ASTM A 192M / ASME SA-192M
Yield Strength (Mpa)
Tensile Strength (Mpa)
Elongation (%)
≥180
≥325
≥35
Hydrostatic test pressures of ASTM A192M / ASME SA-192M
Each tube shall be subjected to the hydrostatic pressure test, or instead of this test, a nondestructive test may be used when specified by the purchaser.
Outside Diameter of Tube, in. [mm]
Hydrostatic Test Pressure, psi [MPa]
Under 1 [25.4]
1000 [7]
1 to 11⁄2 [25.4 to 38.1], excl
1500 [10]
11⁄2 to 2 [38.1 to 50.8], excl
2000 [14]
2 to 3 [50.8 to 76.2], excl
2500 [17]
Grade
ASTM A192 / ASME SA192
UNS No
K01201
Old British
BS
CFS 320
German
No
17175
Number
1.0305
Belgian
837
Japanese JIS
D3563 / G3461
French
A49-213
Italian
5462
JIS number and corrensponding foreign standards
JIS
ASTM
BS
DIN
NF
ISO
Index Number
Standard Number
Grade
Tupe
Standard Number
Grade
Tupe
Standard Number
Grade
Tupe
Standard Number
Grade
Tupe
Standard Number
Grade
Tupe
Standard Number
Grade
Tupe
G3461
STB340
C
A161
LC
C
3059
HFS320
C
A49-245
TS34e
C
C010
(STB35)
A192
-
C
"
CFS320
C
"
TS34c
C
A226
-
C
"
ERW320
C
A556
GrA2
C
"
CEW320
C
A557
GrA2
C
"
S1 360
C
"
S2 360
C
"
ERW 360
C
"
CEW360
C
3606
ERW320
C
"
CEW320
C
"
CFS320
C
STB410
C
A179
GrC
C
3059
S1 440
C
17175
St45.8
C
A49-213
TU42c
C
2604-02-01 00:00:00
TS9H
C
(STB42)
A210
GrA1
C
"
S2 440
C
17177
St42.8
C
A49-215
TU42c
C
"
TW9H
C
A556
GrB2
C
"
ERW 440
C
A49-243
TS42c
A557
GrB2
C
"
CEW 440
C
A49-245
TS42c
3602
HFS 410
C
"
TS42c
"
CFS 410
C
"
ERW 410
C
"
CEW 410
C
3606
ERW 440
C
"
CEW 440
C
"
CFS 440
C
STB510
C
C
17175
19Mn5
C
A49-213
TU52C
C
2604-02-01 00:00:00
TS18
C
(STB52)
C
A49-248
TU52C
C
ASTM A192 Seamless Steel Tube is applied as minimum-wall-thickness, seamless carbon steel boiler and superheater tubes for high-pressure service, AGICO supplies ASTM A192 steel tube in hot rolled and cold drawn delivery state, It is generally used for high-pressure boiler (working pressure does not exceed 9.8Mpa and the working temperature between 450 ℃ -650 ℃) heating surface tubes, header, economizer, superheater, reheater.
ASTM A192 Seamless Carbon Steel Tube
Standard
The production of our seamless pipes is tightly regulated and all of the pipes we stock have been fully tested to international standards to ensure we only supply the highest quality products.
ASTM / ASME
American Society for Testing and Materials(ASTM), American Society of Mechanical Engineers (ASME)
Product name
Executive standard
Dimension (mm)
Steel code/ Steel grade
Black and Hot-dipped Zinc-coated Steel Pipes Seamless
Cold Drawn Seamless Mechanical Tubing (CDS) is a cold drawn 1018/1026 steel tube which offers uniform tolerances, enhanced machinability and increased strength and tolerances compared to hot-rolled products.
Cold drawn steel tube is with hot-rolled steel coil as raw material, and tandem cold rolling pickled to remove oxide scale, its finished rolling hard roll, rolling hard volumes due to the continuous cold deformation caused by cold hardening strength, hardness increased indicators declined tough plastic, stamping performance will deteriorate, which can only be used for simple deformation of the parts.
Rolling hard roll can be used as the raw material of the hot-dip galvanizing plant, hot dip galvanizing line set annealing line. Rolling hard roll weight is generally 6 to 13.5 tons, the coil diameter of 610mm.
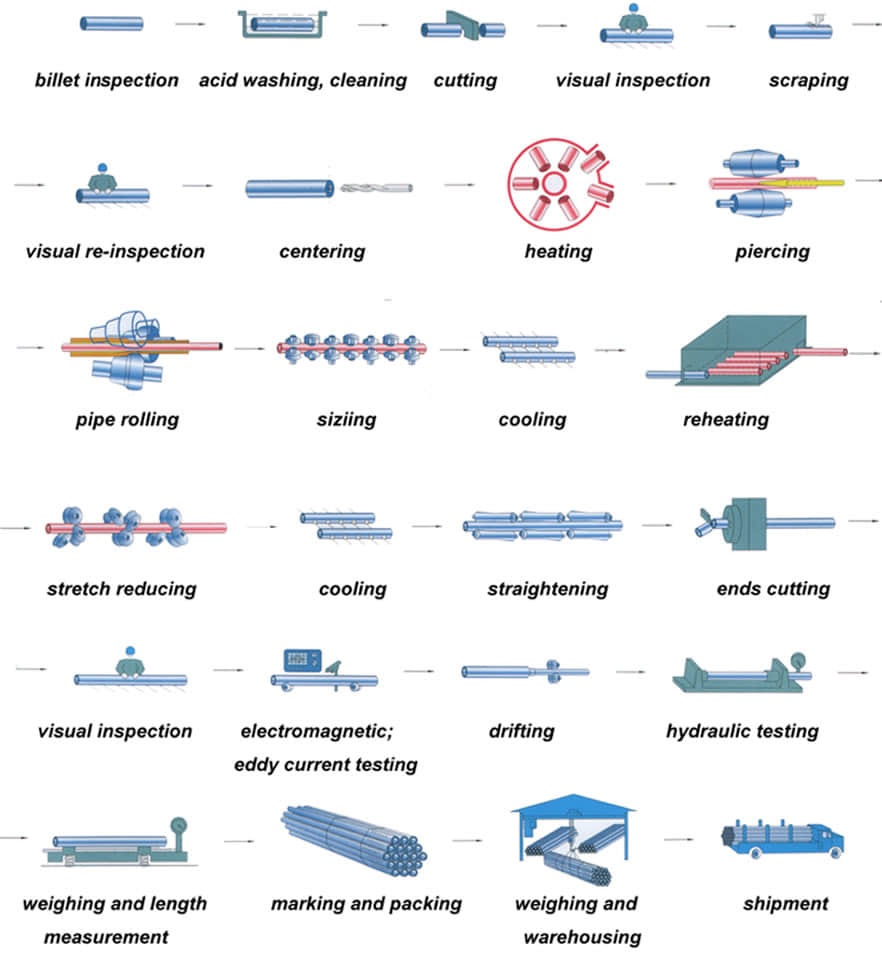
Hot rolled seamless steel pipe deformed process
Hot-rolled seamless steel pipe production base deformation process can be summarized as three stages: perforation, extension and finishing.
The main purpose of the perforation process is to become a solid round billet piercing hollow shell. Capillary in the specifications, accuracy and surface quality can not meet the requirements of the finished product, further improvements are needed to deform the metal through. The main purpose of the stretching machine is further reduced sectional view (main compression wall) for a larger axial extension, so that the capillary improved dimensional accuracy, surface quality and organizational performance.
After stretching machine rolled steel pipe shortage collectively need further molding mill in order to achieve the requirements of the finished pipe. Rolled steel due to pass in the method widely used in the production of seamless steel tubes.
So far, due to the method pass rolling steel can be divided into two categories: core pension without rolling rolling (hollow body rolling), and with the mandrel. Sizing machines, reducing mill and stretch reducing mill belonging to the hole without mandrel type continuous rolling mills are generally coffin. Its main purpose is to reduce the diameter of the deformation process or sizing get finished steel, the wall thickness of process control, can make thinning, thickening or nearly unchanged.
All the traditional hole-type rolling machine with mandrel belong to extend machine. The main purpose is to reduce the deformation process perforated capillary wall thickness and outer diameter roll passes in the deformation zone and the mandrel posed, for a larger axial extension. At the same time a certain improvement in the organization, performance, accuracy, surface quality.
Cut to Length
Before cutting pipe and tubing
No matter the material, measure the diameter of the pipe or tube to be cut to ensure that you use the right-size tube cutter for the job. When determining how to make a straight cut, use a tape measure and a pencil or other writing instrument to mark on the surface where you want to cut. If possible, mark around the circumference of a pipe, especially when cutting with a handsaw. Ensure that a cut is as straight as possible by securing the pipe with a vise, clamp, miter box or even duct tape to keep the length from shifting out of place while cutting.
After cutting pipe and tubing
Unless a cut is perfectly clean, you should expect to remove burrs from around the edge, especially after sawing.
Use a deburring tool to clean the edge after tube cutting.
You may opt to use a metal file on the cut of a metal pipe.
Inspection
Size inspection
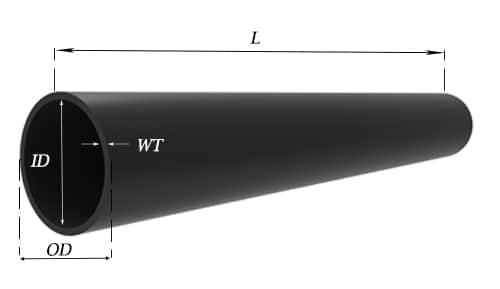
Geometrical inspection of steel pipes The outer diameter, wall thickness, bending and length of the steel pipe can be inspected on the inspection table with an outer caliper, a micrometer and a bending ruler, and a length tape measure.
Tolerances of pipes you should notice
Take seamless steel pipe as an example, there are some tolerances that affect quality. Noting this, and you will get a better pipe.
Weight tolerance
For pipe NPS 12 (DN300, 323.8mm) and under, the weight shall vary within -3.5% / +10%.
For pipe over NPS 12 (DN300, 323.8mm), the weight shall vary within -5% / +10%.
Pipe of NPS 4 (DN100, 114.3mm) and smaller may be weighed in convenient lots; pipe in sizes larger than NPS 4 shall be weighed separately.
Quantity tolerance
Normally mills take -10% to +10% tolerance, but TPMCSTEEL keeps ±3% variation.
Length tolerance
For Seamless pipe& tube, if definite cut lengths are ordered, the length shall vary within -0mm / +6mm.
Dimension tolerances of seamless steel pipe
Pipe types
Pipe Szie(mm)
Tolerances
Hot rolled
OD
<50
±0.50mm
≥50
±1%
WT
<4
±12.5%
≥4-20
+15%, -12.5%
>20
±12.5%
Cold drawn
OD
6-10
±0.20mm
10-30
±0.40mm
30-50
±0.45
>50
±1%
WT
<1
±0.15mm
>1-3
+ 15%, – 10%
>3
+ 12.5%, – 10%
Standard
Hot finished seamless tube
Cold flnished seamless tube
Out diameter
(mm)
Tolerance
Out diameter
(mm)
Tolerance
EN10216-1
≤100
+/-0.75%
(min.+/-0.5mm)
All
+/-0.5%
EN10216-2
(min. +/-0.30mm)
DIN17175
>100
+/-0.90%
GB/T 3087
≤460
+/-0.75%
(min.+/-0.5mm)
10-30
+/-0.40mm
>30-50
+/-0.45mm
>50
+/-1.0%
GB/T 5310
GB/T 9948
GB/T 6479
<57
+/-0.40mm
≤30
+/-0.20mm
57-325
+/-0.75%
>30-50
+/-0.30mm
>325-460
+1%,-2mm
>50
+/-0.8%
ASME SA-179M
ASME SA-192M
ASME SA-209M
ASME SA-210M
ASME SA-213M
JIS G 3461
JIS G 3461
≤101.6
+0.4, -0.8mm
<25.4
+/-0.10mm
>25.4-38.1
+/-0.15mm
>38.1-50.8
+/-0.20mm
101.6-190.5
+0.4, -1.2mm
>50.8-63.5
+/-0.25mm
>63.5-76.2
+/-0.30mm
>76.2
+/-0.38mm
ASME SA106
ASME SA335
≤48.3
+/-0.40mm
≤48.3
+/-0.40mm
48.3-114.3
+/-0.79mm
114.4-219.1
+1.59, -0.79mm
219.2-323.9
+2.38, -0.79mm
>48.3
+/-0.79mm
>324
+/-1.0%
Tolerances on wall thickness
The wall thickness at any point shall be within the below tolerance table.
Standard
Hot finished seamless tube
Cold flnished seamless tube
DIN17175
Out diameter
OD(mm)
Wall thickness
T(mm)
Tolerance
Out diameter
(mm)
Wall Thickness
T(mm)
Tolerance
≤130
S≤2Sn
+15%, -10%
--
All
+/-10%
(min. +/-0.2mm)
2Sn
+12.5%, -10%
S>4Sn
+-/9%
>130
S≤0.05da
+17.5%, -12.5%
0.05da
+/-12.5%
S>0.11da
+/-10%
EN 10216-1
EN 10216-2
≤219.1
-
+/-12.5%
(min.+/-0.4mm)
--
T/D≤0.025
+/-20%
0.025
+/-15%
0.05
+/-12.5%
0.1
+/-10%
GB/T 3087
--
≤20
+15%,-12.5%
(min.+0.45, -0.35mm)
--
1.0-3.0
+15%, -10%
>20
+/-12.5%
--
>3
+12.5%, -10%
GB/T 5310
GB/T 9948
GB/T 6479
--
<4.0
+15%,-10%
(min.+0.48, -0.32mm)
--
2-3
+12%,-10%
4-20
+12.5%,-10%
>3
+/-10%
>20
+/-10%
ASME SA-179M
ASME SA-192M
ASME SA-209M
ASME SA-210M
ASME SA-231M
JIS G 3461
JIS G 3462
--
2.41-3.8
+35%, -0%
≤38.1
--
+20%,-0%
3.8-4.6
+33%,-0%
>38.1
--
22%,-0%
>4.6
+28%,-0%
--
--
--
ASME SA-106
ASME SA-335
--
All
+/12.5%
All
+/-10%
Note:
The size in the table above is for the hot-rolled tubes.
The size of the green area is the regular specification, we can accept orders directly, but the yellow area shall be subject to a technical evaluation.
The Out side diameter (O.D) and wall thickness (W.T.) of the tube should be complied.
PMI test
Positive material identification (PMI) testing is the examination of a material, usually a metallic alloy, to confirm the material is consistent with the user’s request.
No heat treatment after the last cold-forming process. The tubes therefore have only low deformability.
Cold-finished/soft (lightly cold-worked)
BKW
After the last heat treatment there is a light finishing pass (cold drawing) With proper subsequent processing, the tube can be cold-formed (e.g. bent, expanded) within certain limits.
Annealed
GBK
After the final cold-forming process the tubes are annealed in a controlled atmosphere or under vacuum.
Normalized
NBK
The tubes are annealed above the upper transformation point in a controlled atmosphere or under vacuum.
The general cold strip mills, volume should go through continuous annealing (CAPL unit) to eliminate cold hardening and rolling stress, or batch annealing reach the mechanical properties of the corresponding standard specifies. Cold rolled steel surface quality, appearance, dimensional accuracy better than hot-rolled plate, and right-rolled thin product thickness is about 0.18mm, so the majority of users favor.
Cold rolled steel coil substrate products deep processing of high value-added products. Such as electro-galvanized, hot dip galvanized, electro-galvanized fingerprint resistant, painted steel roll damping composite steel, PVC laminating steel plates, etc., so that the excellent quality of these products has a beautiful, high resistance to corrosion, has been widely used.
Cold rolled steel coil finishing after annealing, cut the head, tail, trimming, flattening, smooth, heavy volume, or longitudinal clipboard. Cold-rolled products are widely used in automobile manufacturing, household electrical appliances, instruments, switches, buildings, office furniture and other industries. Steel plate strapping package weight of 3 to 5 tons. Flat sub-volume typically 3 to 10 tons / volume. Coil diameter 6m.
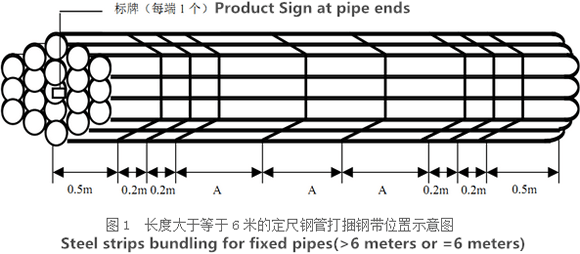
Packing
There are probably hundreds of different methods for packing a pipe, and most of them have merit, but there are two principles that are vital for any method to work prevent rusting and Sea transportation security.
Plastic caps plugged at the two sides of pipe ends
Should be avoided by the steel strapping and transport damage
Bundled signs should be uniform and consistent
The same bundle(batch) of steel pipe should be came from the same furnace.
The steel pipe has the same furnace number, the same steel grade, the same specifications.
Our packing can meet any needs of the customers.
Inquiry
Need to inquire about our products? Fill out the form below and our staff will be in touch!
FAQ
Q: How long is your delivery time?
A: The delivery time of customized products is generally 25 35 days, and non customized products are generally shipped within 24 hours after payment.
Q: Do you provide samples? Is it free?
A: If the value of the sample is low, we will provide it for free, but the freight needs to be paid by the customer. But for some high value samples, we need to charge a fee.
Q: What are your payment terms?
A: T/T 30% as the deposit,The balance payment is paid in full before shipment
Q: What is the packaging and transportation form?
A: Non steaming wooden box and iron frame packaging. Special packaging is available according to customer needs. The transportation is mainly by sea.
Q: What is your minimum order quantity?
A: There is no minimum order quantity requirement. Customized products are tailor made according to the drawings provided by the customer.
























 en
en 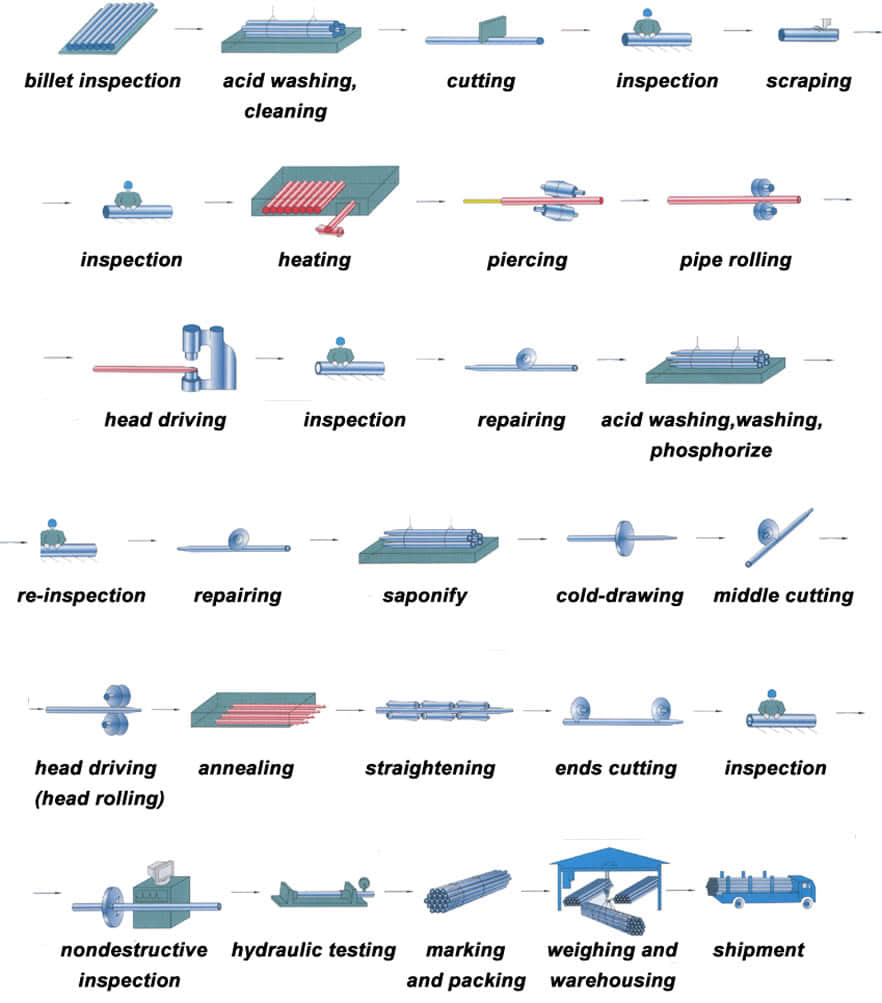







 Tiếng Việt
Tiếng Việt Français
Français Deutsch
Deutsch Русский
Русский Español
Español Italiano
Italiano Svenska
Svenska العربية
العربية Português
Português Bahasa Indonesia
Bahasa Indonesia മലയാളം
മലയാളം Malagasy
Malagasy Afrikaans
Afrikaans Shqip
Shqip አማርኛ
አማርኛ Հայերեն
Հայերեն Azərbaycan dili
Azərbaycan dili Euskara
Euskara Беларуская мова
Беларуская мова বাংলা
বাংলা Bosanski
Bosanski Български
Български Català
Català Cebuano
Cebuano Chichewa
Chichewa 繁體中文
繁體中文 Corsu
Corsu Hrvatski
Hrvatski Čeština
Čeština Dansk
Dansk Nederlands
Nederlands Esperanto
Esperanto Eesti
Eesti Filipino
Filipino Suomi
Suomi Frysk
Frysk Galego
Galego ქართული
ქართული Ελληνικά
Ελληνικά ગુજરાતી
ગુજરાતી Kreyol ayisyen
Kreyol ayisyen Harshen Hausa
Harshen Hausa Ōlelo Hawaiʻi
Ōlelo Hawaiʻi עִבְרִית
עִבְרִית हिन्दी
हिन्दी Hmong
Hmong Magyar
Magyar Íslenska
Íslenska Igbo
Igbo 日本語
日本語 Gaeilge
Gaeilge Basa Jawa
Basa Jawa ಕನ್ನಡ
ಕನ್ನಡ Қазақ тілі
Қазақ тілі ភាសាខ្មែរ
ភាសាខ្មែរ 한국어
한국어 كوردی
كوردی Кыргызча
Кыргызча ພາສາລາວ
ພາສາລາວ Latin
Latin Latviešu valoda
Latviešu valoda Lietuvių kalba
Lietuvių kalba Lëtzebuergesch
Lëtzebuergesch Македонски јазик
Македонски јазик Bahasa Melayu
Bahasa Melayu Maltese
Maltese Te Reo Māori
Te Reo Māori मराठी
मराठी Монгол
Монгол ဗမာစာ
ဗမာစာ नेपाली
नेपाली Norsk bokmål
Norsk bokmål پښتو
پښتو فارسی
فارسی Polski
Polski ਪੰਜਾਬੀ
ਪੰਜਾਬੀ Română
Română Samoan
Samoan Gàidhlig
Gàidhlig Српски језик
Српски језик Sesotho
Sesotho Shona
Shona سنڌي
سنڌي සිංහල
සිංහල Slovenčina
Slovenčina Slovenščina
Slovenščina Afsoomaali
Afsoomaali Basa Sunda
Basa Sunda Kiswahili
Kiswahili Тоҷикӣ
Тоҷикӣ தமிழ்
தமிழ் తెలుగు
తెలుగు ไทย
ไทย Türkçe
Türkçe Українська
Українська اردو
اردو O‘zbekcha
O‘zbekcha Cymraeg
Cymraeg isiXhosa
isiXhosa יידיש
יידיש Yorùbá
Yorùbá Zulu
Zulu