Our team is highly trained and experienced in servicing and producing all types of steel supplies. Need help or have a question?
sales@abrasionresistantpipe.com
Tel.: +8621-3378-0199
Our team is highly trained and experienced in servicing and producing all types of steel supplies. Need help or have a question?
sales@abrasionresistantpipe.com
Tel.: +8621-3378-0199

Alloy steel a213 T5 tubing is a type of heat-resistant tubing made up of chromium, molybdenum, and sometimes manganese or vanadium.
Alloy steel a213 T5 tubing is a type of heat-resistant tubing made up of chromium, molybdenum, and sometimes manganese or vanadium. This particular alloy has the highest chromium content than any other alloy steel in its class, giving it an extra layer of corrosion protection and impact resistance to handle higher temperatures and pressures. Its strength is further enhanced by nickel and nitrogen, symbiotically improving two pieces as one stronger whole. Alloy steel a213 T5 tubing is aesthetically pleasing; its metallic sheen is attractive yet still rugged. This type of heat-resistant tubing makes for an excellent addition to any assembly requiring the utmost performance precision.
A213 T5 Alloy steel tubing is an impact-resistant metal that can withstand high temperatures and significant pressure over extended periods. It is highly corrosion-resistant and can be welded easily, making it a great choice for many industrial applications. Its increased durability compared to other types of tubing makes it especially attractive for use in industrial furnaces, boilers, and steam components where useful life must remain at its optimum values. In addition, the alloy elements incorporated into A213 T5 improve hardness and tensile strength properties providing ultimate performance under extreme pressure and temperature values at low cost.
Grades containing the letter H in their designation have requirements different from those of similar grades not containing the letter H.
Sunny Steel offers outside diameters of 5/8″ through 1-1/2″, wall thicknesses from .049″ through .135″ and lengths from 6 feet to 60′ long. Please inquire about our bending and finning capabilities.
ASTM A209 Through A213
This abstract is a brief summary of the referenced standard. It is informational only and not an official part of the standard; the full text of the standard itself must be referred to for its use and application. ASTM does not give any warranty express or implied or make any representation that the contents of this abstract are accurate, complete or up to date.
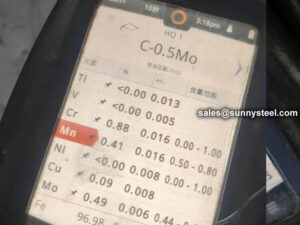
| Grade | UNS Designation | C | Mn | P | S | Si | Nickel | Chromium | Molybdenum | Vana- | Boron | Niobium | Nitrogen | Aluminum | Tungsten |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T2 | K11547 | 0.10–0.20 | 0.30–0.61 | 0.025 | 0.025B | 0.10–0.30 | ... | 0.50–0.81 | 0.44–0.65 | ... | ... | ... | ... | ... | ... |
| T5 | K41545 | 0.15 | 0.30–0.60 | 0.025 | 0.025 | 0.5 | ... | 4.00–6.00 | 0.45–0.65 | ... | ... | ... | ... | ... | ... |
| T5b | K51545 | 0.15 | 0.30–0.60 | 0.025 | 0.025 | 1.00–2.00 | ... | 4.00–6.00 | 0.45–0.65 | ... | ... | ... | ... | ... | ... |
| T5c | K41245 | 0.12 | 0.30–0.60 | 0.025 | 0.025 | 0.5 | ... | 4.00–6.00 | 0.45–0.65 | ... | ... | ... | ... | ... | ... |
| T9 | K90941 | 0.15 | 0.30–0.60 | 0.025 | 0.025 | 0.25–1.00 | ... | 8.00–10.00 | 0.90–1.10 | ... | ... | ... | ... | ... | ... |
| T11 | K11597 | 0.05–0.15 | 0.30–0.60 | 0.025 | 0.025 | 0.50–1.00 | ... | 1.00–1.50 | 0.44–0.65 | ... | ... | ... | ... | ... | ... |
| T12 | K11562 | 0.05–0.15 | 0.30–0.61 | 0.025 | 0.025B | 0.5 | ... | 0.80–1.25 | 0.44–0.65 | ... | ... | ... | ... | ... | ... |
| T17 | K12047 | 0.15–0.25 | 0.30–0.61 | 0.025 | 0.025 | 0.15–0.35 | ... | 0.80–1.25 | ... | 0.15 | ... | ... | ... | ... | ... |
| T21 | K31545 | 0.05–0.15 | 0.30–0.60 | 0.025 | 0.025 | 0.50–1.00 | ... | 2.65–3.35 | 0.80–1.06 | ... | ... | ... | ... | ... | ... |
| T22 | K21590 | 0.05–0.15 | 0.30–0.60 | 0.025 | 0.025 | 0.5 | ... | 1.90–2.60 | 0.87–1.13 | ... | ... | ... | ... | ... | ... |
| T23 | K40712 | 0.04–0.10 | 0.10–0.60 | 0.03 | 0.01 | 0.5 | 0.4 | 1.90–2.60 | 0.05–0.30 | 0.20–0.30 | 0.0010–0.006 | 0.02–0.08 | 0.015 | 0.03 | 1.45–1.75 |
| T24 | K30736 | 0.05–0.10 | 0.30–0.70 | 0.02 | 0.01 | 0.15–0.45 | ... | 2.20–2.60 | 0.90–1.10 | 0.20–0.30 | 0.0015–0.007 | ... | 0.012 | 0.02 | ... |
| T36 | K21001 | 0.10–0.17 | 0.80–1.20 | 0.03 | 0.025 | 0.25–0.50 | 1.00–1.30 | 0.3 | 0.25–0.50 | 0.02 | ... | 0.015–0.045 | 0.02 | 0.05 | ... |
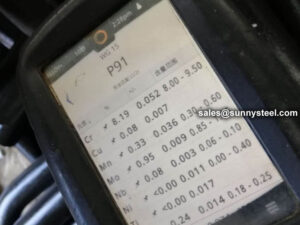
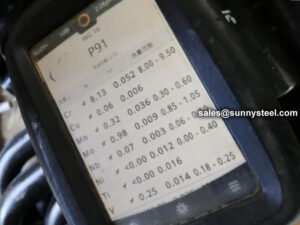
| T91 | K90901 | 0.07–0.14 | 0.30–0.60 | 0.02 | 0.01 | 0.20–0.50 | 0.4 | 8.0–9.5 | 0.85–1.05 | 0.18–0.25 | ... | 0.06–0.10 | 0.030–0.07 | 0.02 | ... |
| T92 | K92460 | 0.07–0.13 | 0.30–0.60 | 0.02 | 0.01 | 0.5 | 0.4 | 8.5–9.5 | 0.30–0.60 | 0.15–0.25 | 0.001–0.006 | 0.04–0.09 | 0.030–0.07 | 0.02 | 1.5–2.00 |
| T122 | K91271 | 0.07–0.14 | 0.7 | 0.02 | 0.01 | 0.5 | 0.5 | 10.0–11.5 | 0.25–0.60 | 0.15–0.30 | 0.0005–0.005 | 0.04–0.10 | 0.040– | 0.02 | 1.50–2.50 |
| T911 | K91061 | 0.09–0.13 | 0.30–0.60 | 0.02 | 0.01 | 0.10–0.50 | 0.4 | 8.5–9.5 | 0.90–1.10 | 0.18–0.25 | 0.0003–0.006 | 0.06–0.10 | 0.040–0.09 | 0.02 | 0.90–1.10 |
| Grade | Tensile strength (Mpa) | Yield point(Mpa) not less than | Elongation(%) not less than | Impact(J) not less than | Hardness not less than |
|---|---|---|---|---|---|
| A213 T2/SA213 T2 | ≥415 | 205 | " | 85HRB | |
| A213 T11/SA213 T11 | ≥415 | 205 | " | 85HRB | |
| A213 T22/SA213 T22 | ≥415 | 205 | " | 85HRB | |
| A213 T23/SA213 T23 | ≥510 | 400 | 20 | " | 97HRB |
| A213 T24/SA213 T24 | ≥585 | 415 | 20 | " | 25HRB |
| A213 T91/SA213 T91 | ≥585 | 415 | 20 | " | 25HRB |
| A213 T911/SA213 T911 | ≥620 | 440 | 20 | " | 25HRB |
| A213 T22/SA213 T92 | ≥620 | 440 | 20 | " | 25HRB |
| A213 T122/SA213 T122 | ≥620 | 400 | 20 | 25HRB | |
| TP304H | ≥515 | 205 | 35 | 90HRB | |
| TP316H | ≥515 | 205 | 35 | 90HRB | |
| TP321H | ≥515 | 205 | 35 | 90HRB | |
| TP347H | ≥515 | 205 | 35 | 90HRB | |
| S30432 | ≥590 | 235 | 35 | 95HRB | |
| TP310HCbN | ≥655 | 295 | 30 | 100HRB |
| NPS, inch | Outside Diameter(mm) | Wall Thickness(mm) | Max. Length(M) |
|---|---|---|---|
| 1/8 | 10,3 | 1,24; 1,73; 2,40 | 12 |
| 1/4 | 13,7 | 1,65; 2,24; 3,02 | |
| 3/8 | 17,1 | 1,65; 2,31; 3,20 | |
| 1/2 | 21,3 | 1,65; 2,11; 2,77; 3,73 | |
| 3/4 | 26,7 | 1,65; 2,11; 2,87; 3,91 | |
| 1 | 33,4 | 1,65; 2,77; 3,38; 4,55 | 10 |
| 1.25 | 42,4 | 1,65; 2,77; 3,56; 4,85 | |
| 1.5 | 48,3 | 2,77; 3,68; 5,08 | |
| 2 | 60,3 | 3,91; 5,54 | 7 |
| 2.5 | 73,0 | 5,16; 7,01 |
1.1 This specification covers seamless ferritic and austenitic steel boiler, superheater, and heat-exchanger tubes, designated Grades T91, TP304, etc. These steels are listed in Tables 1 and 2.
1.2 Grades containing the letter, H, in their designation, have requirements different from those of similar grades not containing the letter, H. These different requirements provide higher creep-rupture strength than normally achievable in similar grades without these different requirements.
1.3 The tubing sizes and thicknesses usually furnished to this specification are 1/8 in. [3.2 mm] in inside diameter to 5 in. [127 mm] in outside diameter and 0.015 to 0.500 in. [0.4 to 12.7 mm], inclusive, in minimum wall thickness or, if specified in the order, average wall thickness. Tubing having other diameters may be furnished, provided such tubes comply with all other requirements of this specification.
1.4 The values stated in either SI units or inch-pound units are to be regarded separately as standard. Within the text, the SI units are shown in brackets. The values stated in each system may not be exact equivalents; therefore, each system shall be used independently of the other. Combining values from the two systems may result in non-conformance with the standard. The inch-pound units shall apply unless the “M” designation of this specification is specified in the order.
TABLE 1 Chemical Composition Limits, %A, for Low Alloy SteelA Maximum, unless range or minimum is indicated. Where ellipses (…) appear in this table, there is no requirement, and analysis for the element need not be determined or reported.
B It is permissible to order T2 and T12 with a sulfur content of 0.045 max. See 16.3.
C Alternatively, in lieu of this ratio minimum, the material shall have a minimum hardness of 275 HV in the hardened condition, defined as after austenitizing and cooling to room temperature but prior to tempering. Hardness testing shall be performed at mid-thickness of the product. Hardness test frequency shall be two samples of product per heat treatment lot and the hardness testing results shall be reported on the material test report.
Referenced Documents (purchase separately)
ASME SA 213 Grade T5 Alloy Steel Seamless Tubes are minimum-wall-thickness, seamless ferritic and austenitic steel, boiler and superheater tubes and austenitic steel heat-exchanger tubes, designated Grades T5, T11,T22,T91 etc. The tubing sizes and thicknesses usually furnished to ASME SA 213 Grade T5 specification are 1-8 in. [3.2 mm] in inside diameter to 5 in. [127 mm] in outside diameter and 0.015 to 0.500 in. [0.4 to 12.7 mm], inclusive, in minimum wall thickness. SA 213 Tubes having other dimensions may be furnished & provided such tubes comply with all other requirements of this specification.
Wall Thickness : the minimum wall thickness at any point or end on ASME SA 213 pipes and tubes shall not be greater than 12.5% under the nominal thickness specified.
Inner Diameter: For pipe ordered in inside diameter, the inside diameter shall not vary more than ñ 1% from the required/specified inside diameter.
Cold Drawn Seamless Mechanical Tubing (CDS) is a cold drawn 1018/1026 steel tube which offers uniform tolerances, enhanced machinability and increased strength and tolerances compared to hot-rolled products.
Cold drawn steel tube is with hot-rolled steel coil as raw material, and tandem cold rolling pickled to remove oxide scale, its finished rolling hard roll, rolling hard volumes due to the continuous cold deformation caused by cold hardening strength, hardness increased indicators declined tough plastic, stamping performance will deteriorate, which can only be used for simple deformation of the parts.
Rolling hard roll can be used as the raw material of the hot-dip galvanizing plant, hot dip galvanizing line set annealing line. Rolling hard roll weight is generally 6 to 13.5 tons, the coil diameter of 610mm.
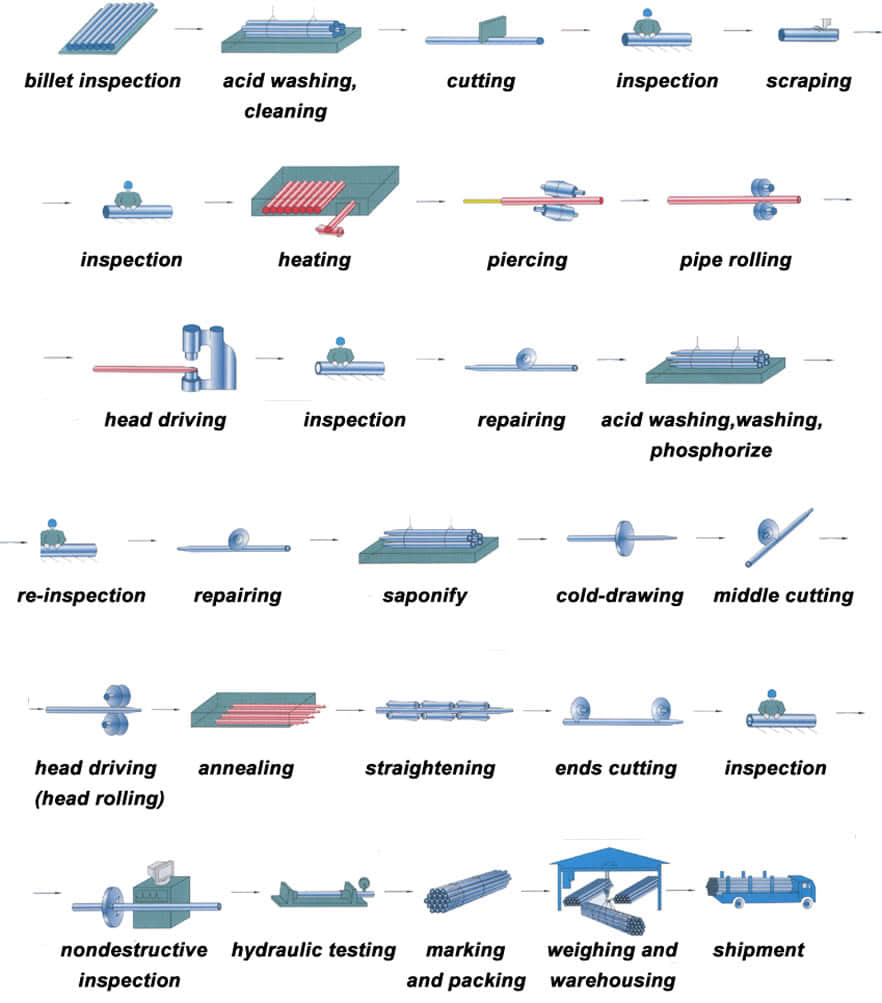
Hot-rolled seamless steel pipe production base deformation process can be summarized as three stages: perforation, extension and finishing.
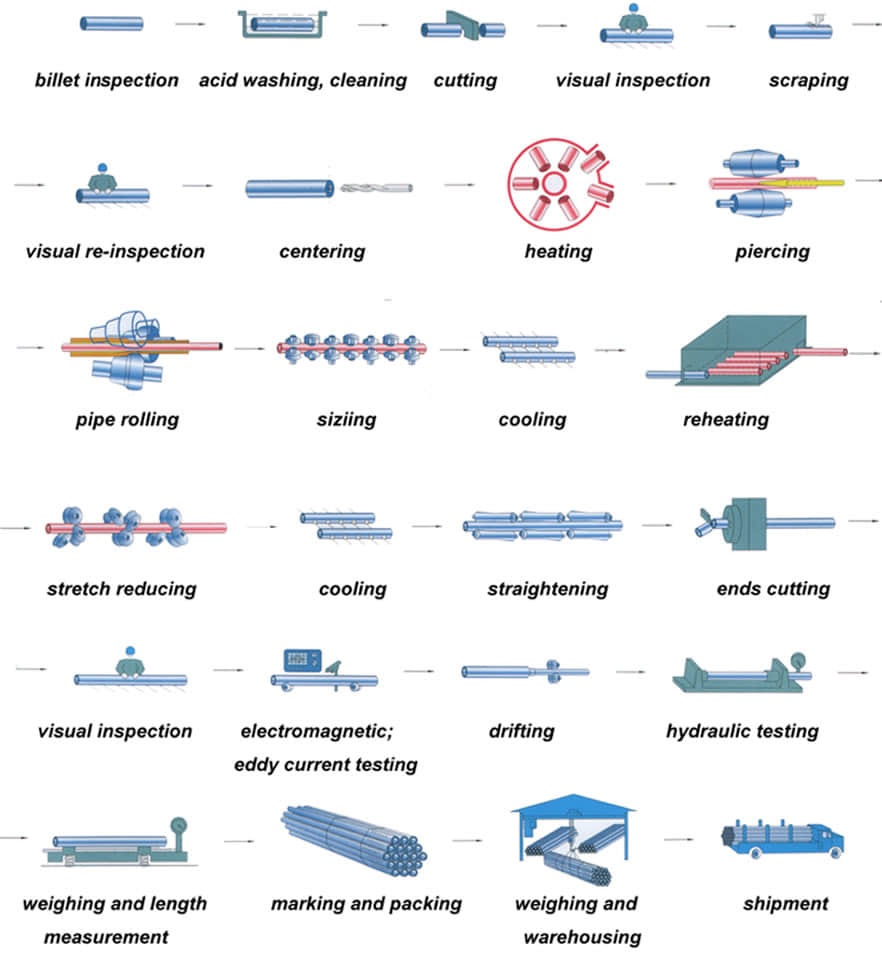
The main purpose of the perforation process is to become a solid round billet piercing hollow shell. Capillary in the specifications, accuracy and surface quality can not meet the requirements of the finished product, further improvements are needed to deform the metal through. The main purpose of the stretching machine is further reduced sectional view (main compression wall) for a larger axial extension, so that the capillary improved dimensional accuracy, surface quality and organizational performance.
After stretching machine rolled steel pipe shortage collectively need further molding mill in order to achieve the requirements of the finished pipe. Rolled steel due to pass in the method widely used in the production of seamless steel tubes.
So far, due to the method pass rolling steel can be divided into two categories: core pension without rolling rolling (hollow body rolling), and with the mandrel. Sizing machines, reducing mill and stretch reducing mill belonging to the hole without mandrel type continuous rolling mills are generally coffin. Its main purpose is to reduce the diameter of the deformation process or sizing get finished steel, the wall thickness of process control, can make thinning, thickening or nearly unchanged.
All the traditional hole-type rolling machine with mandrel belong to extend machine. The main purpose is to reduce the deformation process perforated capillary wall thickness and outer diameter roll passes in the deformation zone and the mandrel posed, for a larger axial extension. At the same time a certain improvement in the organization, performance, accuracy, surface quality.

Before cutting pipe and tubing
No matter the material, measure the diameter of the pipe or tube to be cut to ensure that you use the right-size tube cutter for the job. When determining how to make a straight cut, use a tape measure and a pencil or other writing instrument to mark on the surface where you want to cut. If possible, mark around the circumference of a pipe, especially when cutting with a handsaw. Ensure that a cut is as straight as possible by securing the pipe with a vise, clamp, miter box or even duct tape to keep the length from shifting out of place while cutting.
After cutting pipe and tubing
Inspection and test of alloy steel pipe:
Chemical composition inspection, mechanical properties test(tensile strength,yield strength, elongation, flaring, flattening, bending, hardness, impact test), surface and dimension test,no-destructive test, hydrostatic test.









Bare packing/bundle packing/crate packing/wooden protection at the both sides of tubes and suitably protected for sea-worthly delivery or as requested.













 Alloy steel pipes are ideally suitable for chemical, petrochemicals, and other energy-related applications.
Alloy steel pipes are ideally suitable for chemical, petrochemicals, and other energy-related applications.
The alloy steel pipe adopts high quality carbon steel, alloy structural steel and stainless & heat resisting steel as raw material through hot rolling or cold drawn to be made.
Alloy steel can be used in process area where carbon steel has limitation such as
As an important element of steel products, alloy steel pipe can be divided into seamless steel pipe and welded steel pipe according to the manufacturing technique and tube billet shape.
Here you can see the common alloy steel grade that you will come across.
Why the application of alloy steel pipe is wider than others
There are many kinds of materials used for transport in industrial production. Specifically we will have more choices and it is not limited to the use of alloy steel pipe. But even in the face of more choices, many people tend to choose alloy steel pipe. People make their own choices will have their own reasons. This means the alloy steel pipe application has its own advantages. Compared with transmission lines made of other materials, after it meets the basic application requirements, its quantity is lighter. Then in the practical application of alloy steel pipe, it will have more advantages because of this. Besides its physical characteristic advantage, it also has economic advantages. The wide application of alloy steel pipe is with kinds of reasons. So in practical usage, we can exploit the advantages to the full, in this way can we get more profits in these applications of alloy steel pipe.
What requirements should alloy steel pipe application meet
The transportation of kinds of gases or liquids in production needs to rely on alloy steel pipe. This shows that the actual role of alloy steel pipe application is important. High temperature resistant and low temperature resistant is the tolerance of temperature. In the practical application of alloy steel pipe, there will be many materials need to be transported. However their temperatures are not the same. So this can be the basic requirement to alloy steel pipe. It needs more corrosion resistance. Corrosion resistant material is the best material during transporting, because it is corrosion resistant. So it can be used in more occasions. And it is definitely very convenient for users.
The biggest advantages of alloy steel pipe
Can be 100% recycled, environmentally friendly, energy-saving, resource conservation, national strategy, national policy to encourage the expansion of the field of application of high-pressure alloy pipe. Of alloy steel pipe total consumption accounted steel in the proportion is only half of the developed countries, to expand the field of use of the alloy steel pipe to provide a wider space for the development of the industry. The future needs of the average annual growth of China’s high-pressure alloy steel pipe long products up to 10-12%.
Specification, standard and identification of alloy steel pipes
Alloy Steel pipe contains substantial quantities of elements other than carbon such as nickel, chromium, silicon, manganese, tungsten, molybdenum, vanadium and limited amounts of other commonly accepted elements such as manganese, sulfur, silicon, and phosphorous.
Our team of experienced sales specialists proudly partners with gas and chemical processors, power generation plants, oil refineries, and related industries to offer piping components and value-added services.
The biggest advantages of alloy steel pipe can be 100% recycled, environmentally friendly, energy-saving, resource conservation, national strategy, national policy to encourage the expansion of the field of application of high-pressure alloy pipe. Of alloy tube total consumption accounted steel in the proportion is only half of the developed countries, to expand the field of use of the alloy tube to provide a wider space for the development of the industry. According to the Chinese Special Steel Association alloy pipe Branch Expert Group, the future needs of the average annual growth of China’s high-pressure alloy pipe long products up to 10-12%.
Our team of experienced sales specialists proudly partners with gas and chemical processors, power generation plants, oil refineries, and related industries to offer piping components and value-added services.
| Alloying Elements | Effect on the Properties |
|---|---|
| Chromium | Increases Resistance to corrosion and oxidation. Increases hardenability and wear resistance. Increases high temperature strength. |
| Nickel | Increases hardenability. Improves toughness. Increases impact strength at low temperatures. |
| Molybdenum | Increases hardenability, high temperature hardness, and wear resistance. Enhances the effects of other alloying elements. Eliminate temper brittleness in steels. Increases high temperature strength. |
| Manganese | Increases hardenability. Combines with sulfur to reduce its adverse effects. |
| Vanadium | Increases hardenability, high temperature hardness, and wear resistance. Improves fatigue resistance. |
| Titanium | Strongest carbide former. Added to stainless steel to prevent precipitation of chromium carbide. |
| Silicon | Removes oxygen in steel making. Improves toughness. Increases hardness ability |
| Boron | Increases hardenability. Produces fine grain size. |
| Aluminum | Forms nitride in nitriding steels. Produces fine grain size in casting. Removes oxygen in steel melting. |
| Cobalt | Increases heat and wear resistance. |
| Tungsten | Increases hardness at elevated temperatures. Refines grain size. |
Alloy steels are made by combining carbon steel with one or several alloying elements, such as manganese, silicon, nickel, titanium, copper, chromium and aluminum. These metals are added to produce specific properties that are not found in regular carbon steel. The elements are added in varying proportions (or combinations) making the material take on different aspects such as increased hardness, increased corrosion resistance, increased strength, improved formability (ductility); the weldability can also change.
Norms:
Grade:
Need to inquire about our products? Fill out the form below and our staff will be in touch!
Q: How long is your delivery time?
A: The delivery time of customized products is generally 25 35 days, and non customized products are generally shipped within 24 hours after payment.
Q: Do you provide samples? Is it free?
A: If the value of the sample is low, we will provide it for free, but the freight needs to be paid by the customer. But for some high value samples, we need to charge a fee.
Q: What are your payment terms?
A: T/T 30% as the deposit,The balance payment is paid in full before shipment
Q: What is the packaging and transportation form?
A: Non steaming wooden box and iron frame packaging. Special packaging is available according to customer needs. The transportation is mainly by sea.
Q: What is your minimum order quantity?
A: There is no minimum order quantity requirement. Customized products are tailor made according to the drawings provided by the customer.



